英语
英语 德语
德语 阿拉伯语
阿拉伯语Inhalt
- 1 Schmiedeteile aus Kohlenstoffstahl: Das Arbeitspferd der Branche
- 2 Schmiedeteile aus legiertem Stahl: Verbesserte Leistung durch Chemie
- 3 Schmiedestücke aus rostfreiem Stahl: Korrosionsbeständigkeit unter mechanischer Belastung
- 4 Schmiedeteile aus Werkzeugstahl: Extreme Härte für Umform- und Schneidanwendungen
- 5 Schmiedeteile aus mikrolegiertem Stahl: Near-Net-Shape-Effizienz ohne Wärmebehandlung
- 6 Nickelbasierte und hitzebeständige Stahlschmiedeteile für extreme Umgebungen
- 7 Wie sich der Stahlschmiedeprozess auf die Materialeigenschaften nach Stahltyp auswirkt
- 8 Auswahl der richtigen Stahlschmiedesorte: Ein praktischer Rahmen
- 9 Branchenspezifische Verwendung von Stahlschmiedesorten
- 10 Qualitätsstandards und Prüfungen für Stahlschmiedeteile
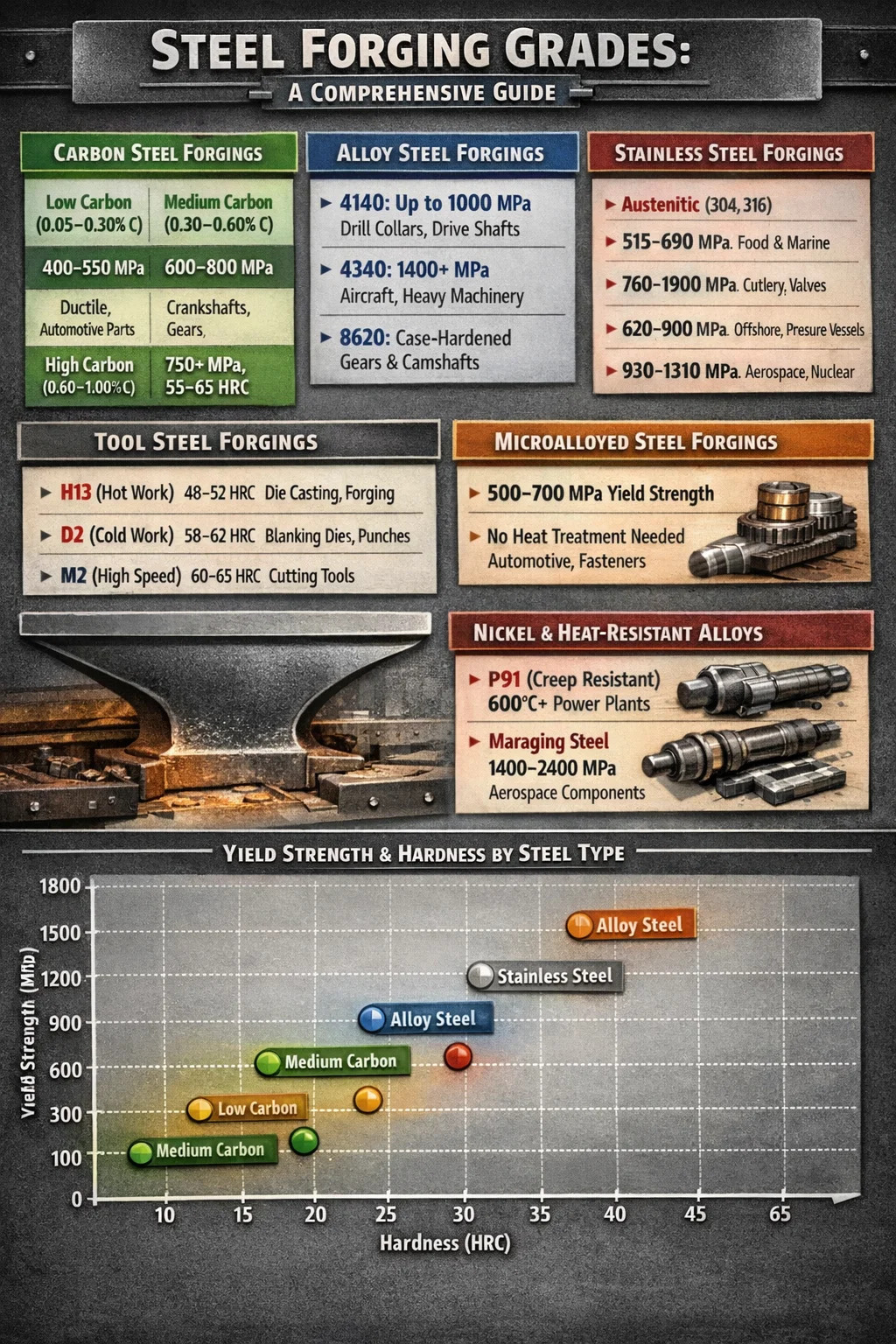
Stahlschmieden ist eines der ältesten und zuverlässigsten Metallbearbeitungsverfahren in der Fertigung. Die kurze Antwort auf die Frage, welche Arten von Schmiedestahl es gibt: Kohlenstoffstahl, legierter Stahl, rostfreier Stahl, Werkzeugstahl und mikrolegierter Stahl sind die fünf Hauptkategorien, die beim industriellen Stahlschmieden verwendet werden. Jeder Typ erfüllt unterschiedliche mechanische und umweltbezogene Anforderungen, und die Wahl des falschen Typs kann zu vorzeitigem Ausfall, Sicherheitsrisiken oder unnötigen Kostenüberschreitungen führen.
In dieser Aufschlüsselung wird jede Kategorie im Detail behandelt – was sie unterscheidet, wo sie am besten abschneidet und wie die Zahlen tatsächlich aussehen, wenn man Streckgrenze, Härte und Anwendungsbereich vergleicht.
Schmiedeteile aus Kohlenstoffstahl: Das Arbeitspferd der Branche
Kohlenstoffstahl macht weltweit den Großteil der gesamten Stahlschmiedeproduktion aus. Es wird basierend auf dem Kohlenstoffgehalt in drei Untergruppen eingeteilt, und dieser Kohlenstoffanteil hat einen direkten und messbaren Einfluss auf Festigkeit, Härte und Duktilität.
Kohlenstoffarmer Stahl (0,05 % – 0,30 % C)
Schmiedeteile aus kohlenstoffarmem Stahl sind sehr duktil und leicht zu formen. Die Zugfestigkeit liegt typischerweise zwischen 400 und 550 MPa. Diese Schmiedeteile werden häufig für Strukturbauteile, Karosserieteile und Allzweckschrauben verwendet. Sie reagieren nicht gut auf eine Wärmebehandlung zum Härten, lassen sich aber leicht schweißen und bearbeiten.
Stahl mit mittlerem Kohlenstoffgehalt (0,30 % – 0,60 % C)
Dies ist die am weitesten verbreitete Produktreihe. Sorten mit mittlerem Kohlenstoffgehalt wie AISI 1040 und AISI 1045 bieten ein ausgewogenes Verhältnis zwischen Festigkeit und Zähigkeit. Durch Wärmebehandlung kann die Streckgrenze auf über 600 MPa gesteigert werden. Zu den Anwendungen gehören Kurbelwellen, Pleuel, Achsen, Zahnräder und Eisenbahnkomponenten. AISI 1045 ist wohl die am häufigsten spezifizierte Stahlsorte für Schmiedestücke mit mittlerem Kohlenstoffgehalt im allgemeinen Maschinenbau.
Stahl mit hohem Kohlenstoffgehalt (0,60 % – 1,00 % C)
Schmiedeteile mit hohem Kohlenstoffgehalt bieten eine überlegene Härte und Verschleißfestigkeit, sind jedoch spröder und schwieriger zu bearbeiten. Sie werden für Federn, Schneidwerkzeuge, Drahtseile und Schienenstähle verwendet. Nach entsprechender Wärmebehandlung erreichen die Härtewerte routinemäßig 55–65 HRC, sodass sie ohne sorgfältige Designüberlegungen für schlagbeanspruchte Anwendungen ungeeignet sind.
Schmiedeteile aus legiertem Stahl: Verbesserte Leistung durch Chemie
Schmiedestücke aus legiertem Stahl enthalten absichtlich Zusätze von Chrom, Molybdän, Nickel, Vanadium oder Mangan, die über die Mengen hinausgehen, die in Kohlenstoffstahl vorkommen. Diese Zusätze verändern die Härtbarkeit, die Zähigkeit bei erhöhten Temperaturen sowie die Beständigkeit gegen Ermüdung und Korrosion. Der Gesamtgehalt an Legierungselementen liegt typischerweise zwischen 1 % und 5 %.
Zu den am häufigsten anzutreffenden Schmiedesorten aus legiertem Stahl gehören:
- 4140 (Cr-Mo-Stahl): Zugfestigkeit bis 1000 MPa im vergüteten Zustand. Wird in Öl- und Gasbohrkronen, Verteidigungskomponenten und Automobilantriebswellen verwendet.
- 4340 (Ni-Cr-Mo-Stahl): Einer der stärksten legierten Stähle, die häufig verwendet werden. Durch Wärmebehandlung können Zugfestigkeiten von über 1400 MPa erreicht werden. Kommt in Flugzeugfahrwerken, Hochleistungskurbelwellen und Hochleistungsachswellen vor.
- 8620: Eine beliebte Einsatzhärtesorte für Zahnräder und Nockenwellen, bei denen gleichzeitig ein robuster Kern und eine harte Oberfläche erforderlich sind.
- EN36 und EN24: In britischen/europäischen Spezifikationen für schwere technische Schmiedeteile wie Turbinenwellen und Kernkraftwerkskomponenten üblich.
Der Vorteil des Schmiedens von legiertem Stahl gegenüber Kohlenstoffstahl ist die Tiefe der Härtbarkeit. Ein 4140-Stab mit 100 mm Durchmesser kann zu einer gleichmäßigen Mikrostruktur durchgehärtet werden, wohingegen ein einfacher Kohlenstoffstahl mit demselben Durchmesser einen deutlichen Härteabfall von der Oberfläche zum Kern aufweisen würde.
Schmiedestücke aus rostfreiem Stahl: Korrosionsbeständigkeit unter mechanischer Belastung
Schmiedestücke aus rostfreiem Stahl enthalten mindestens 10,5 Gewichtsprozent Chrom, das eine passive Oxidschicht bildet, die Oxidation und Korrosion widersteht. Der Schmiedeprozess verfeinert die Kornstruktur von Edelstahl in einer Weise, die beim Gießen nicht nachgebildet werden kann, wodurch Komponenten mit überlegener Ermüdungsfestigkeit und Schlagzähigkeit entstehen.
Die wichtigsten beim Schmieden von Edelstahl verwendeten Familien sind:
| Familie | Gemeinsame Noten | Typische Zugfestigkeit | Schlüsselanwendung |
|---|---|---|---|
| Austenitisch | 304, 316, 321 | 515–690 MPa | Chemische Verarbeitung, Lebensmittelausrüstung, Marine |
| Martensitisch | 410, 420, 440C | 760–1900 MPa | Besteck, Ventile, Pumpenschäfte, chirurgische Instrumente |
| Duplex | 2205, 2507 | 620–900 MPa | Offshore-Öl, Entsalzung, Druckbehälter |
| Niederschlagsgehärtet | 17-4 PH, 15-5 PH | 930–1310 MPa | Luft- und Raumfahrt, Nukleartechnik, Hochleistungsventile |
Das Schmieden von Edelstahl 316L ist besonders in der Pharma- und Lebensmittelverarbeitung vorherrschend, da der niedrige Kohlenstoffgehalt das Sensibilisierungsrisiko beim Schweißen minimiert und der Molybdänzusatz (2–3 %) die Lochfraßbeständigkeit in Chloridumgebungen erheblich verbessert. Die Duplex-Sorte 2205 bietet mit etwa 450 MPa mindestens die etwa doppelt so hohe Streckgrenze wie 316L, was dünnere Wandkonstruktionen und ein geringeres Komponentengewicht ermöglicht, ohne die Lebensdauer zu beeinträchtigen.
Schmiedeteile aus Werkzeugstahl: Extreme Härte für Umform- und Schneidanwendungen
Werkzeugstähle sind speziell darauf ausgelegt, ihre Härte und Form auch unter extremer mechanischer Beanspruchung, Abrieb und Hitze beizubehalten. Bei der Herstellung im Schmiedeverfahren entwickeln Werkzeugstähle eine verfeinerte, gleichmäßige Kornstruktur, die bei anspruchsvollen Werkzeuganwendungen gegossene oder gewalzte Alternativen deutlich überdauert.
Schmiedestücke aus Werkzeugstahl werden nach dem AISI-Klassifizierungssystem gruppiert:
- H-Serie (Warmarbeitsstahl): Sorten wie H13 und H11 sind so formuliert, dass sie einer Erweichung bei Temperaturen über 500 °C widerstehen. H13 ist der globale Standard für Druckgussformen, Extrusionswerkzeuge und Warmschmiedeformen selbst. Nach der Wärmebehandlung erreicht es 48–52 HRC und behält gleichzeitig eine ausreichende Zähigkeit bei, um wiederholten Temperaturwechseln standzuhalten.
- D-Serie (Kaltverformung, hoher Chromgehalt): D2 enthält etwa 12 % Chrom und 1,5 % Kohlenstoff, was ihm eine außergewöhnliche Verschleißfestigkeit bei Raumtemperatur verleiht. Es wird für Stanzformen, Umformwerkzeuge und Stempel verwendet, bei denen Maßgenauigkeit bei sehr hohen Produktionsläufen von entscheidender Bedeutung ist.
- M-Serie (Hochgeschwindigkeitsstahl): M2 und M42 behalten ihre Schneidkante auch bei Temperaturen, bei denen Kohlenstoffstahlwerkzeuge ihre gesamte Härte verloren hätten. Die Kombination aus Wolfram, Molybdän und Kobalt verleiht M42 einen Warmhärtevorteil, der es in Bohrern, Gewindebohrern, Fräsern und Räumnadeln unersetzlich macht.
- P-Serie (Formstahl): P20 wurde für Kunststoffspritzgussformen entwickelt und ist einer der am häufigsten verwendeten geschmiedeten Formenstähle. Es wird typischerweise im vorgehärteten Zustand bei 28–34 HRC geliefert, sodass keine Wärmebehandlung nach der Bearbeitung erforderlich ist.
Das Schmieden von Werkzeugstählen erfordert eine präzise Temperaturkontrolle. H13 muss beispielsweise zwischen 1010 °C und 1150 °C geschmiedet und nach dem Schmieden langsam abgekühlt werden, um Risse zu vermeiden. Durch unsachgemäße Schmiedepraxis entstehen Eigenspannungen und grobe Karbidnetzwerke, die die Zähigkeit drastisch verringern.
Schmiedeteile aus mikrolegiertem Stahl: Near-Net-Shape-Effizienz ohne Wärmebehandlung
Mikrolegierte Stähle – im Schmiedebereich auch HSLA-Stähle (High Strength Low Alloy) genannt – stellen eine moderne technische Lösung dar, die die Formbarkeit von Kohlenstoffstahl mit Festigkeitsniveaus kombiniert, die zuvor legierten Stahl und eine Wärmebehandlung nach dem Schmieden erforderten. Die wichtigsten Zusätze sind Vanadium (0,05–0,15 %), Niob (0,02–0,05 %) und Titan in sehr geringen Mengen, die bei kontrollierter Abkühlung als feine Karbide und Nitride ausfallen.
Der große wirtschaftliche Vorteil besteht darin, dass Schmiedestücke aus mikrolegiertem Stahl Streckgrenzen von 500–700 MPa ohne Abschrecken und Anlassen erreichen können, wodurch ein großer Kosten- und Zeitschritt im Produktionszyklus entfällt. Aus genau diesem Grund haben Automobilhersteller weitgehend mikrolegierte Sorten für Pleuel, Kurbelwellen und Achsschenkel eingesetzt.
Zu den gängigen mikrolegierten Schmiedesorten gehören 38MnVS6, 46MnVS3 und SAE 1548V. Diese Sorten sind so konzipiert, dass der Schmiedevorgang und die anschließende kontrollierte Luftkühlung die endgültigen mechanischen Eigenschaften in einem einzigen Wärmezyklus erreichen und so zwei separate Ofenvorgänge ersetzen. Beim Massenschmieden von Automobilen führt dies zu Energieeinsparungen von bis zu 30 % pro Teil im Vergleich zu Verfahren mit Vergütungsmethode.
Eine Einschränkung besteht darin, dass mikrolegierte Stähle engere Prozessfenster haben als herkömmliche legierte Stähle. Die Endschmiedetemperatur muss sorgfältig kontrolliert werden – typischerweise zwischen 900 °C und 1050 °C –, um eine ordnungsgemäße Ausscheidungshärtung während des Abkühlens sicherzustellen. Jede Abweichung von der Zielmikrostruktur führt zu unvorhersehbaren mechanischen Eigenschaften und möglicherweise zum Ausschuss ganzer Schmiedeläufe.
Nickelbasierte und hitzebeständige Stahlschmiedeteile für extreme Umgebungen
Über die Standardklassifizierungen hinaus gibt es eine spezielle Kategorie hitzebeständiger und nickelhaltiger Schmiedeteile aus Stahl für Anwendungen, bei denen die Betriebstemperaturen über dem liegen, was herkömmliche legierte Stähle vertragen. Dazu gehören kriechfeste Sorten für die Energieerzeugung und Turbinenscheiben in der Luft- und Raumfahrt sowie Maraging-Stähle für ultrahochfeste Strukturanwendungen.
Kriechfeste Schmiedeteile aus Stahl
Güten wie P91 (9Cr-1Mo-V) und P92 werden häufig in geschmiedeten Dampfverteilern, Ventilkörpern und Turbinengehäusen in Kohle- und Gaskraftwerken verwendet, die bei Temperaturen über 600 °C betrieben werden. P91-Schmiedeteile sind so konzipiert, dass sie dem Kriechen – der langsamen, zeitabhängigen Verformung unter anhaltender Belastung bei hohen Temperaturen – standhalten und eine Kriechbruchlebensdauer von mindestens 100.000 Stunden unter Betriebsbedingungen aufweisen. Ihr Chromgehalt sorgt außerdem für eine Oxidationsbeständigkeit, die normaler Kohlenstoffstahl über 450 °C nicht erreichen kann.
Maraging-Stähle
Martensitaushärtende Stähle enthalten 18 % Nickel und einen sehr geringen Kohlenstoffgehalt, was ihnen ihre extreme Festigkeit verleiht – Es sind Streckgrenzen von 1400 bis über 2400 MPa erreichbar — durch Ausfällung intermetallischer Verbindungen während der Alterungswärmebehandlung. Geschmiedete Komponenten aus martensitaushärtendem Stahl werden in Gehäusen für Raketenmotoren in der Luft- und Raumfahrt, in Fangvorrichtungen für Flugzeuge und in ultrahochfesten Werkzeugen verwendet. Trotz ihrer Festigkeit bleiben sie relativ zäh und können vor der Alterung bearbeitet werden, obwohl sie sich noch in einem relativ weichen Zustand befinden.
Wie sich der Stahlschmiedeprozess auf die Materialeigenschaften nach Stahltyp auswirkt
Der Schmiedeprozess selbst – ob Freiform-, Gesenk-, Ringwalzen- oder isothermes Schmieden – wirkt sich bei jeder Stahlsorte unterschiedlich aus. Das Verständnis dieser Wechselwirkungen hilft zu erklären, warum Materialauswahl und Prozessauswahl nicht getrennt werden können.
Beim Schmieden von Stahl im geschlossenen Gesenk werden hohe Verformungskräfte auf einen begrenzten Rohling ausgeübt, wodurch nahezu endkonturnahe Teile mit einem kontinuierlichen Kornfluss entstehen, der der Bauteilgeometrie folgt. Dieser Kornfluss ist für den Vorteil der Ermüdungs- und Schlagfestigkeit verantwortlich, den Schmiedeteile gegenüber bearbeitetem Stangenmaterial oder Gussteilen aufweisen. Eine aus Stangenmaterial gefertigte Pleuelstange unterbricht den Kornfluss an jeder bearbeiteten Oberfläche; Eine geschmiedete Pleuelstange sorgt für eine ununterbrochene Kornkontinuität von Ende zu Ende.
Der Schmiedetemperaturbereich variiert erheblich zwischen den Stahlsorten:
- Kohlenstoff- und niedriglegierte Stähle: typischerweise 1100 °C – 1250 °C beim Warmschmieden
- Edelstähle (austenitisch): 1100°C – 1200°C, mit langsamerer Abkühlung, um Sensibilisierung zu vermeiden
- Werkzeugstähle: 1010 °C – 1150 °C mit obligatorischer langsamer Abkühlung im Ofen oder Isoliermedium
- Martensitaushärtende Stähle: 1100 °C – 1200 °C, gealtert nach 3–6 Stunden langem Schmieden bei 480 °C
- Duplex-Edelstahl: 1100 °C – 1180 °C, gefolgt von einer Wasserabschreckung, um das Phasengleichgewicht aufrechtzuerhalten
Das Warmschmieden – durchgeführt bei etwa 650 °C bis 950 °C – gewinnt zunehmend an Bedeutung für Stähle mit mittlerem Kohlenstoffgehalt und mikrolegierte Sorten, bei denen engere Maßtoleranzen erforderlich sind, als sie beim Warmschmieden ohne die hohen Presskraftanforderungen des Kaltschmiedens möglich sind. Das Kaltschmieden von Stahl, das normalerweise kohlenstoffarmen Sorten vorbehalten ist, erzielt die beste Oberflächengüte und Maßgenauigkeit, erfordert jedoch wesentlich höhere Schmiededrücke.
Auswahl der richtigen Stahlschmiedesorte: Ein praktischer Rahmen
Die Auswahl der richtigen Schmiedestahlsorte erfordert die Abwägung mehrerer konkurrierender Faktoren. Keine einzelne Sorte optimiert alle Eigenschaften gleichzeitig. Das folgende Framework erfasst die Entscheidungsvariablen, die für industrielle Anwendungen am relevantesten sind:
- Mechanische Anforderungen: Definieren Sie Mindeststreckgrenze, Härte, Schlagenergie (Charpy-Werte) und Ermüdungslebensdauer. Dies schränkt die Kategorie sofort ein – wenn Sie eine Streckgrenze von 1200 MPa benötigen, scheidet Kohlenstoffstahl aus; Wenn 400 MPa ausreichend sind, ist legierter Stahl unnötige Kosten.
- Umweltbelastung: Chloridumgebungen eliminieren die meisten Kohlenstoff- und niedriglegierten Stähle, sofern sie nicht beschichtet sind. Erhöhte Betriebstemperaturen schließen Kohlenstoffstahl über etwa 400 °C aus und erfordern chromhaltige, kriechbeständige Sorten.
- Abschnittsgröße und Härtbarkeit: Schmiedestücke mit großem Querschnitt (über 100 mm Durchmesser) im kritischen Einsatz benötigen legierte Stahlsorten mit ausreichender Härtbarkeit, um im gesamten Querschnitt gleichmäßige Eigenschaften zu erzielen. Kohlenstoffstahl hat in dicken Abschnitten eine harte Hülle und einen weichen Kern.
- Bearbeitbarkeit und Weiterverarbeitung: Wenn auf das Schmieden eine umfangreiche maschinelle Bearbeitung folgt, verkürzen Sorten mit zugesetztem Schwefel für die gute Zerspanbarkeit die Zykluszeit, gehen jedoch mit gewissen Einbußen bei der Querzähigkeit einher.
- Volumen und Kosten: Bei sehr hohen Produktionsmengen bieten mikrolegierte Sorten, die eine Wärmebehandlung nach dem Schmieden überflüssig machen, erhebliche Kostensenkungen. Bei Kleinserien-Spezialteilen machen die Wärmebehandlungskosten einen geringeren Anteil der Gesamtkosten des Teils aus, sodass Hochleistungslegierungen besser realisierbar sind.
In der Praxis befolgen die meisten Ingenieure geltende Konstruktionsnormen wie ASME, EN 10250 oder ASTM A668, die zulässige Materialien für bestimmte Servicekategorien festlegen. Diese Codes beschränken die Auswahl auf eine kurze Liste qualifizierter Schmiedestahlsorten, die durch jahrzehntelange Praxiserfahrung und standardisierte Tests für die relevanten Betriebsbedingungen validiert wurden.
Branchenspezifische Verwendung von Stahlschmiedesorten
Verschiedene Sektoren haben sich auf der Grundlage jahrzehntelanger Leistungsdaten und behördlicher Anforderungen auf bevorzugte Stahlschmiedematerialien geeinigt. Das Verständnis dieser Industrienormen bietet einen praktischen Ausgangspunkt für die Spezifikationsarbeit.
Automobilschmiedestahl
Der Automobilsektor verbraucht weltweit die größte Menge an Stahlschmiedeteilen. Kurbelwellen in Pkw werden überwiegend aus mikrolegierten Stählen mit mittlerem Kohlenstoffgehalt (38MnVS6) oder 1045-Vergütungsstahl geschmiedet. Für schwere Lkw-Kurbelwellen werden 4340 oder ähnliche Nickel-Chrom-Molybdän-Legierungsstähle verwendet, um eine überlegene Ermüdungsbeständigkeit bei höheren spezifischen Leistungen zu erzielen. Bei Pleueln sind die Pleuel stark auf bruchgespaltene Konstruktionen mit Kohlenstoffstahl C70S6 umgestiegen, der es ermöglicht, die Kappe nach dem Schmieden abzubrechen und dann mit außergewöhnlicher Präzision wieder zusammenzusetzen – Eliminierung von Bearbeitungsvorgängen und Reduzierung der Produktionskosten für Pleuelstangen um ca. 15–20 % im Vergleich zum herkömmlichen Fräsen und Schleifen.
Öl- und Gasstahlschmiedeteile
Saure Betriebsumgebungen – in denen Schwefelwasserstoff vorhanden ist – stellen besonders hohe Anforderungen an das Schmieden von Stahl. NACE MR0175/ISO 15156 regelt die Materialauswahl für den Einsatz in sauren Umgebungen und begrenzt die Härte für die meisten Kohlenstoff- und niedriglegierten Stähle auf maximal 22 HRC, um Spannungsrisse durch Sulfid zu verhindern. F22 (2,25Cr-1Mo) und F5 (5Cr-0,5Mo) sind Standardlegierungsschmiedesorten für Ventilkörper und Flansche in Hochtemperatur-, Hochdruck-Bohrlochkopf- und Pipeline-Anwendungen.
Stahlschmiedeteile für die Luft- und Raumfahrt
Fahrwerkskomponenten gehören zu den strukturell anspruchsvollsten Schmiedeteilen aus Stahl. 300M-Stahl (ein modifizierter 4340 mit Silizium- und Vanadiumzusätzen) ist das vorherrschende Fahrwerksmaterial und erreicht Zugfestigkeiten von 1930 MPa oder mehr. AerMet 100 und andere ultrahochfeste Stähle steigern die Zugfestigkeit auf über 1965 MPa und verbessern gleichzeitig die Bruchzähigkeit im Vergleich zu früheren hochfesten Sorten. Jedes Schmiedestück in der Luft- und Raumfahrtindustrie wird einer 100-prozentigen Ultraschallprüfung und häufig einer Magnetpulverprüfung unterzogen, wobei eine Rückverfolgbarkeit zur Schmelzwärme und zum Schmiedestück erforderlich ist.
Stromerzeugung und nukleare Schmiedeteile
Große Turbinenrotor-Schmiedeteile wiegen zwischen 5 und 200 Tonnen und werden aus niedriglegierten Stählen wie 26NiCrMoV11-5 oder 30CrMoNiV5-11 hergestellt. Diese Schmiedestücke erfordern streng kontrollierte Schwefel- und Phosphorgehalte (typischerweise jeweils unter 0,005 %), um eine hohe Schlagzähigkeit bei der Betriebstemperatur der Turbine zu gewährleisten. Für die Schmiedeteile von Kernreaktor-Druckbehältern wird A508 Güteklasse 3 (entspricht 20MnMoNi4-5 in europäischen Normen) verwendet, eine Güteklasse mit einer langen behördlichen Validierungshistorie und einer umfangreichen Charpy- und Bruchzähigkeitsdokumentation, die in den Vorschriften zur nuklearen Sicherheit erforderlich ist.
Qualitätsstandards und Prüfungen für Stahlschmiedeteile
Unabhängig von der Schmiedestahlsorte folgt die Qualitätssicherung einem einheitlichen Muster, das durch internationale Standards geregelt ist. Zu den am häufigsten genannten Normen für Stahlschmiedeteile gehören ASTM A668 (allgemeine Schmiedeteile aus legiertem Stahl), ASTM A182 (Flansche und Armaturen aus legiertem Stahl), EN 10250 (Freiformschmiedeteile aus Stahl für den allgemeinen Maschinenbau) und API 6A (Bohrlochkopf- und Weihnachtsbaumausrüstung).
Zu den Standardqualitätsprüfungen für geschmiedete Stahlbauteile gehören:
- Mechanische Prüfung: Zugfestigkeit, Streckgrenze, Dehnung, Flächenreduzierung und Charpy-Schlagzähigkeit (bei bestimmten Temperaturen bis zu -196 °C in einigen kryogenen Anwendungen)
- Härtenachweis: Die Brinell-Härte (HBW) wurde an repräsentativen Querschnitten und manchmal auch an Härtetraversen überprüft, um die Durchhärtung zu bestätigen
- Ultraschallprüfung (UT): 100 % volumetrische Prüfung auf Defekte unter der Oberfläche, wobei sich die Akzeptanzkriterien auf äquivalente Lochgrößen mit flachem Boden beziehen, die typischerweise je nach Spezifikation zwischen FBH 2 mm und FBH 6 mm liegen
- Überprüfung der chemischen Zusammensetzung: Pfannen- und Produktanalyse zur Bestätigung der Sortenkonformität, häufig mit strengeren Grenzwerten für Restelemente, als die Basisnorm erfordert
- Makro- und Mikrountersuchung: Querschnittsätzung zur Darstellung des Kornflusses, der Segregation und der inneren Festigkeit; metallografische Untersuchung zur Bestätigung der Korngröße und Mikrostruktur
Schmiedestücke, die die Ultraschallprüfung nach der Wärmebehandlung nicht bestehen, müssen verschrottet oder wiederverarbeitet werden – es gibt keine Reparaturmöglichkeit für interne Defekte in einem massiven Schmiedestück. Daher ist die Auswahl sauberer, vakuumentgaster Stahlbarren und eine sorgfältige Prozesskontrolle beim Schmieden von entscheidender Bedeutung für die Erzielung akzeptabler Ausbeuten, insbesondere bei großen Schmiedestücken aus legiertem Stahl für Energie- und Verteidigungsanwendungen.