英语
英语 德语
德语 阿拉伯语
阿拉伯语Inhalt
- 1 Festigkeitszahlen von legiertem Stahl: Was die Daten tatsächlich zeigen
- 2 Warum Schmiedestücke aus legiertem Stahl Sind stärker als gegossener oder gewalzter legierter Stahl
- 3 Die Rolle von Legierungselementen für die Festigkeit von legiertem Stahl
- 4 Wie die Wärmebehandlung die Endfestigkeit von Schmiedestücken aus legiertem Stahl bestimmt
- 5 Festigkeit von legiertem Stahl im Vergleich zu anderen Materialien: Direkte Vergleiche
- 6 Auswirkungen der Abschnittsgröße auf die Schmiedefestigkeit von legiertem Stahl
- 7 Ermüdungsfestigkeit von Schmiedestücken aus legiertem Stahl: Die Realität bei zyklischer Belastung
- 8 Wichtige Schmiedesorten von legiertem Stahl und ihre Festigkeitsprofile
- 9 Testen und Verifizieren der Schmiedefestigkeit von legiertem Stahl
- 10 Festigkeitsleistung unter realen Bedingungen: Schmiedeteile aus legiertem Stahl im Einsatz
Legierter Stahl ist deutlich stärker als normaler Kohlenstoffstahl. Depending on the grade and heat treatment condition, alloy steel tensile strength ranges from 600 MPa bis über 1900 MPa , mit Streckgrenzen von etwa 415 MPa bis 1600 MPa oder höher. Bei der Herstellung als Schmiedeteile aus legiertem Stahl werden diese Werte durch die Kornverfeinerung und die gerichtete Faserstruktur, die durch den Schmiedeprozess erzeugt werden, noch verstärkt – was typischerweise eine um 10–30 % bessere Ermüdungsfestigkeit im Vergleich zur gleichen Legierung in gegossener oder gewalzter Form liefert.
Der Begriff „legierter Stahl“ umfasst eine breite Familie von Stählen. Was sie verbindet, ist die bewusste Zugabe von Legierungselementen – Chrom, Molybdän, Nickel, Vanadium, Mangan, Silizium oder Kombinationen davon – in Mengen, die über dem Gehalt von Standard-Kohlenstoffstahl liegen. Jeder Zusatz dient einem bestimmten Zweck: Chrom erhöht die Härtbarkeit und Korrosionsbeständigkeit, Molybdän verbessert die Hochtemperaturfestigkeit und verhindert Anlassversprödung, Nickel erhöht die Zähigkeit bei niedrigen Temperaturen und Vanadium verfeinert die Korngröße und erhöht gleichzeitig die Verschleißfestigkeit. Der kombinierte Effekt ist ein Material, das Kohlenstoffstahl in fast allen mechanischen Kategorien übertrifft, allerdings auf Kosten höherer Rohstoffpreise und anspruchsvollerer Wärmebehandlungsanforderungen.
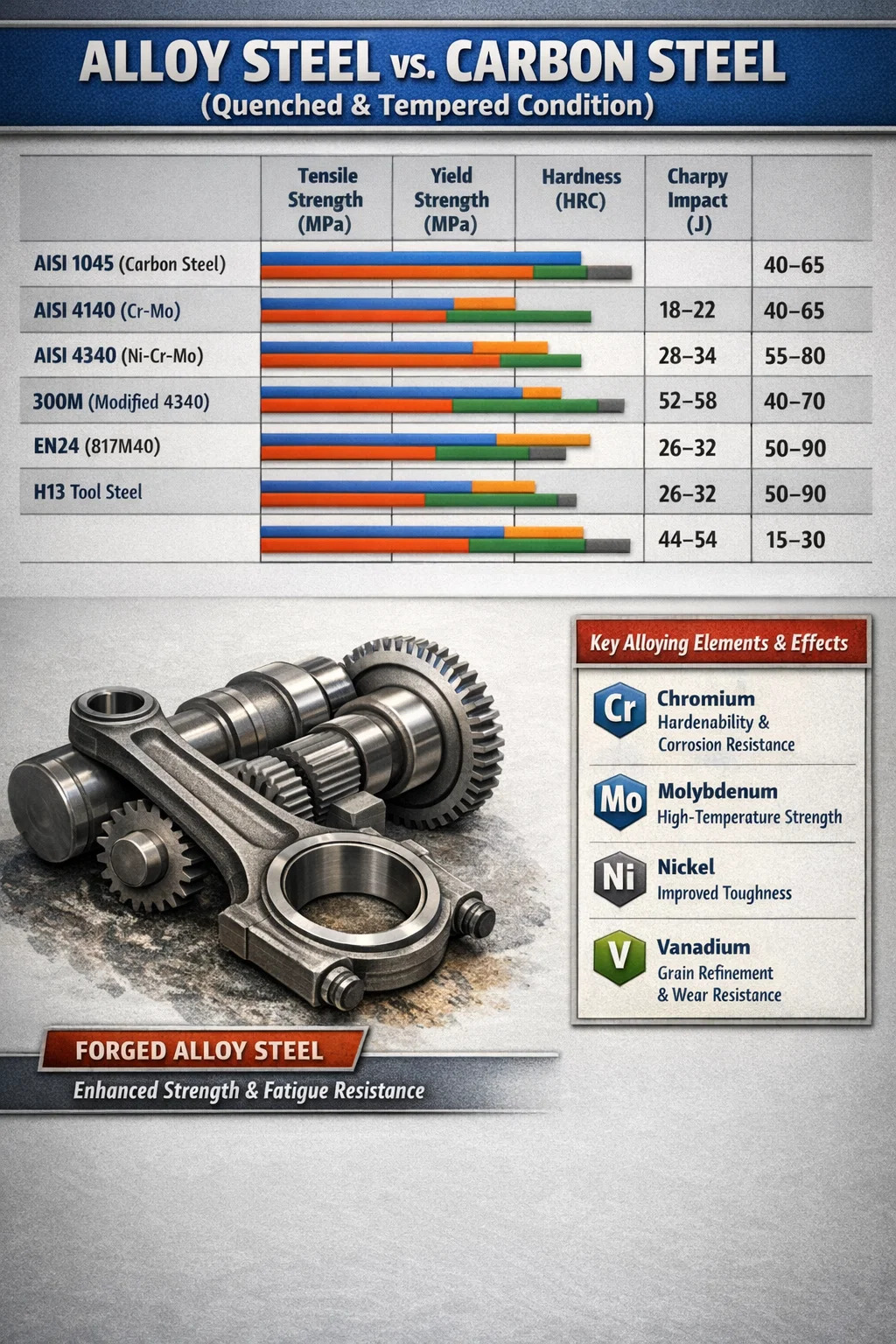
Festigkeitszahlen von legiertem Stahl: Was die Daten tatsächlich zeigen
Die Daten zu den mechanischen Eigenschaften von legierten Stählen variieren erheblich je nach Sorte, Querschnittsgröße und Wärmebehandlungszustand. Die folgende Tabelle vergleicht mehrere weit verbreitete legierte Stahlsorten in ihren typischen Wärmebehandlungsbedingungen mit einem Referenz-Kohlenstoffstahl als Kontext.
| Note | Zugfestigkeit (MPa) | Streckgrenze (MPa) | Härte (HRC) | Charpy Impact (J) |
|---|---|---|---|---|
| AISI 1045 (Kohlenstoffstahl, Q&T) | 570–700 | 380–520 | 18–22 | 40–65 |
| AISI 4140 (Cr-Mo, Q&T) | 900–1100 | 655–965 | 28–34 | 55–80 |
| AISI 4340 (Ni-Cr-Mo, Q&T) | 1100–1450 | 980–1380 | 35–44 | 40–70 |
| 300M (modifiziert 4340) | 1930–2000 | 1585–1655 | 52–58 | 34–54 |
| EN24 (817M40, Ni-Cr-Mo) | 850–1000 | 700–850 | 26–32 | 50–90 |
| H13 Werkzeugstahl (Warmarbeit) | 1200–1600 | 1000–1380 | 44–54 | 15–30 |
Diese Zahlen gelten für Standardstangen- oder Schmiedestückquerschnitte unter 100 mm. Größere Abschnitte weisen schlechtere Eigenschaften auf, da die Härtbarkeit die gleichmäßige Entwicklung der Mikrostruktur durch dickes Material einschränkt – ein Faktor, der bei Kohlenstoffstahl besonders ausgeprägt ist und bei hochlegierten Sorten wie 4340 weniger schwerwiegend ist.
Warum Schmiedestücke aus legiertem Stahl Sind stärker als gegossener oder gewalzter legierter Stahl
Der Schmiedeprozess bewirkt etwas, was weder Gießen noch Walzen vollständig nachbilden kann: Er zwingt den Stahl im heißen Zustand zu einer kontrollierten plastischen Verformung, wodurch die innere Porosität geschlossen, die Korngröße verfeinert und ein kontinuierlicher Kornfluss erzeugt wird, der der Geometrie des fertigen Teils folgt. Bei Schmiedestücken aus legiertem Stahl führt diese Kombination zu mechanischen Eigenschaften, die das übertreffen, was die gleiche Legierung in anderen Produktformen erreicht.
Der praktische Unterschied ist messbar. Veröffentlichte Vergleiche zwischen geschmiedetem und gegossenem legiertem 4340-Stahl zeigen, dass die geschmiedete Version typischerweise Folgendes erreicht:
- 20–30 % höhere Dauerfestigkeit bei zyklischer Belastung
- 15–25 % bessere Schlagfestigkeit (Charpy absorbierte Energie)
- Verbesserte Duktilität und Flächenreduzierung bei Zugversuchen
- Größere Konsistenz zwischen Teststücken, die an verschiedenen Stellen innerhalb desselben Teils entnommen wurden
Der Kornflussvorteil kommt insbesondere bei Bauteilen unter Wechsel- oder Stoßbelastung zum Tragen. A forged alloy steel connecting rod or crankshaft has uninterrupted grain flow through the fillet radii — exactly where fatigue cracks initiate. Ein Gussäquivalent weist an diesen kritischen Stellen eine zufällige Kornorientierung auf, weshalb Automobil- und Luft- und Raumfahrtingenieure Schmiedeteile aus legiertem Stahl anstelle von Gussteilen für Ermüdungsanwendungen mit hoher Lastspielzahl verwenden.
Geschmiedete Schmiedeteile aus legiertem Stahl mit geschlossenem Gesenk erfüllen oder übertreffen durchweg die in den Normen ASTM A668, EN 10250 und AMS festgelegten Mindestanforderungen an die mechanischen Eigenschaften, während Gussteile mit nominell identischer Zusammensetzung oft Qualitätsherabstufungen oder Anpassungen des Sicherheitsfaktors erfordern, um innerhalb der Konstruktionsgrenzen zu bleiben.
Die Rolle von Legierungselementen für die Festigkeit von legiertem Stahl
Jedes Legierungselement im Stahl beeinflusst die Festigkeit durch unterschiedliche metallurgische Mechanismen. Das Verständnis dieser Mechanismen erklärt, warum bestimmte Legierungskombinationen für bestimmte Festigkeitsziele verwendet werden.
Chrom (Cr)
Chrom wird legierten Stählen in Konzentrationen von 0,5 % bis 18 % zugesetzt (der obere Bereich liegt im Bereich rostfreier Stähle). In Bau- und Schmiedestählen erhöhen 0,5–1,5 % Chrom die Härtbarkeit erheblich – das bedeutet, dass der Stahl nach dem Abschrecken in größeren Querschnittsgrößen durchgehärtet werden kann. Es bildet außerdem stabile Karbide, die die Verschleißfestigkeit verbessern und die Anlassbeständigkeit des Stahls erhöhen. Dies ist entscheidend, wenn das Schmiedestück bei höheren Temperaturen angelassen wird, um die Zähigkeitsanforderungen zu erfüllen, ohne zu viel Festigkeit zu verlieren.
Molybdän (Mo)
Molybdän ist eines der wirksamsten Härtungsmittel pro hinzugefügter Gewichtseinheit. Selbst 0,15–0,30 % Mo führen zu einer erheblichen Verschiebung des TTT-Diagramms (Zeit-Temperatur-Umwandlung), wodurch langsamere Abkühlraten ermöglicht werden, um bei großen Schmiedestücken aus legiertem Stahl dennoch eine vollständige Martensitumwandlung zu erreichen. Molybdän unterdrückt außerdem die Anlassversprödung – eine Form der Korngrenzenschwächung, die sich auf Ni-Cr-Stähle auswirkt, die im Bereich von 375–575 °C angelassen werden – und macht Mo-haltige Sorten wie 4140 und 4340 für Anwendungen mit schweren Querschnitten zuverlässiger.
Nickel (Ni)
Nickel erhöht die Zähigkeit über einen weiten Temperaturbereich, einschließlich Temperaturen unter Null, bei denen die meisten Kohlenstoff- und niedriglegierten Stähle spröde werden. Der Übergang vom duktilen zum spröden Bruch (DBTT) für einen 9 % Nickelstahl kann unter -196 °C gedrückt werden, weshalb Nickellegierungsstähle für kryogene Druckbehälter und LNG-Lagerung spezifiziert werden. Beim Ni-Gehalt von 1,8 % in 4340 besteht der Hauptvorteil in einer verbesserten Bruchzähigkeit ohne Einbußen bei der Streckgrenze – eine Kombination, die Schmiedeteile aus 4340-legiertem Stahl zur Standardwahl für Flugzeugfahrwerke, Kampfmittel und Hochleistungsantriebskomponenten macht.
Vanadium (V)
Vanadium ist ein starker Kornverfeinerer und Karbidbildner. In Konzentrationen von nur 0,05–0,15 % fixiert es die Austenitkorngrenzen während des Erhitzens und erzeugt nach der Wärmebehandlung eine feinere Korngröße. Feinere Körner bedeuten eine höhere Streckgrenze (Hall-Petch-Beziehung) und gleichzeitig eine verbesserte Zähigkeit – eine seltene Kombination. Vanadium ist von zentraler Bedeutung für die Konstruktion mikrolegierter Schmiedestähle (z. B. 38MnVS6), wo es während der kontrollierten Abkühlung für eine Ausscheidungshärtung sorgt und es der Legierung ermöglicht, die Festigkeitsanforderungen ohne einen separaten Abschreck- und Anlasszyklus zu erfüllen.
Mangan (Mn)
Mangan ist in allen legierten Stählen vorhanden, liegt aber über der Grundlinie des Kohlenstoffstahls (typischerweise 0,6–1,8 % Mn in Legierungssorten), um die Härtbarkeit und Zugfestigkeit durch Mischkristallverfestigung zu erhöhen. Außerdem bildet es mit Schwefel MnS-Einschlüsse, was sich positiv auf die Zerspanbarkeit auswirkt. Sehr hohe Mangangehalte (über 12 %) erzeugen austenitische Stähle, die extrem schnell kaltverfestigen – ein völlig anderes Eigenschaftsprofil, das bei Verschleißplatten und Brecherteilen im Vergleich zu Präzisionsschmiedestücken aus legiertem Stahl verwendet wird.
Wie die Wärmebehandlung die Endfestigkeit von Schmiedestücken aus legiertem Stahl bestimmt
Der Schmiedezustand ist selten der Endzustand für Schmiedeteile aus legiertem Stahl, die im Bauwesen eingesetzt werden. Die Wärmebehandlung nach dem Schmieden kontrolliert die endgültige Mikrostruktur – und damit das Gleichgewicht zwischen Festigkeit, Härte und Zähigkeit. Das gleiche 4140-Schmiedestück kann mit Zugfestigkeiten von 700 MPa (geglüht) bis über 1400 MPa (durchgehärtet und bei niedriger Temperatur angelassen) geliefert werden, ganz abhängig von der spezifizierten Wärmebehandlung nach dem Schmieden.
Abschrecken und Tempern (Q&T)
Dies ist die gebräuchlichste Wärmebehandlung für Schmiedestücke aus legiertem Stahl. Das Schmiedestück wird austenitisiert (typischerweise bei 830–870 °C für 4140, 800–845 °C für 4340), in Öl oder Wasser abgeschreckt, um Martensit zu bilden, und dann bei einer kontrollierten Temperatur zwischen 150 °C und 650 °C angelassen. Die Anlasstemperatur ist die wichtigste Variable, die die Endfestigkeit steuert: Anlassen bei 200 °C liefert maximale Härte, aber schlechte Schlagzähigkeit; Das Anlassen bei 600 °C geht zwar etwas an Festigkeit verloren, führt aber zu einer hervorragenden Zähigkeit. Ein bei 315 °C angelassenes 4340-Schmiedestück erreicht eine Zugfestigkeit von etwa 1650 MPa; Das gleiche Schmiedestück, das bei 595 °C angelassen wurde, sinkt auf etwa 1000 MPa, liefert jedoch mehr als dreimal höhere Schlagenergiewerte.
Normalisieren und temperieren
Normalisieren – Luftkühlung von der Austenitisierungstemperatur anstelle von Abschrecken – erzeugt eine perlitische oder bainitische Mikrostruktur mit geringerer Festigkeit als Q&T, aber gleichmäßigeren Eigenschaften über große Querschnitte. Bei sehr großen Schmiedestücken aus legiertem Stahl wie Turbinenwellen oder Druckbehälterflanschen, bei denen eine Durchhärtung physikalisch unmöglich ist, ist Normalisieren und Anlassen die Standardwärmebehandlung, wodurch Zugfestigkeiten im Bereich von 700–900 MPa für Güten wie 4140 in schweren Abschnitten erreicht werden.
Ausscheidungshärtung und Alterung
Bestimmte legierte Stähle – insbesondere Maraging-Stähle und ausscheidungshärtende Edelstähle – erreichen ihre außergewöhnliche Festigkeit nicht durch Martensitbildung, sondern durch die Ausscheidung feiner intermetallischer Verbindungen während einer kontrollierten Alterungsbehandlung bei 480–510 °C. Maraging-Schmiedeteile aus legiertem 350-Stahl können durch diesen Mechanismus Streckgrenzen von 2400 MPa erreichen, was nach wie vor der höchste Festigkeitsbereich ist, der bei jedem Stahlprodukt erreicht werden kann, das im kommerziellen Maßstab hergestellt und in strukturellen Anwendungen verwendet wird.
Festigkeit von legiertem Stahl im Vergleich zu anderen Materialien: Direkte Vergleiche
Wenn man die Festigkeit von legiertem Stahl im Vergleich zu anderen Strukturmaterialien betrachtet, kann man erklären, warum er trotz der Verfügbarkeit von Titanlegierungen, Aluminiumlegierungen und fortschrittlichen Verbundwerkstoffen weiterhin die erste Wahl bei anspruchsvollen Schmiedeanwendungen ist.
| Material | Zugfestigkeit (MPa) | Streckgrenze (MPa) | Dichte (g/cm³) | Spezifische Festigkeit (MPa·cm³/g) |
|---|---|---|---|---|
| Legierter Stahl 4340 (Q&T) | 1100–1450 | 980–1380 | 7.85 | 140–185 |
| Kohlenstoffstahl 1045 (Q&T) | 570–700 | 380–520 | 7.85 | 73–89 |
| Titan Ti-6Al-4V (geschmiedet) | 930–1170 | 880–1100 | 4.43 | 210–264 |
| Aluminium 7075-T6 (geschmiedet) | 500–570 | 430–500 | 2.81 | 178–203 |
| Grauguss | 170–250 | N/A (spröde) | 7.20 | 24–35 |
Auf absoluter Festigkeitsbasis sind Schmiedeteile aus legiertem Stahl mit Titan konkurrenzfähig und übertreffen Aluminium und Gusseisen bei weitem. Auf einer spezifischen Festigkeitsbasis (Festigkeit pro Gewichtseinheit) übertreffen Titan und hochfestes Aluminium legierten Stahl, weshalb in der Luft- und Raumfahrtkonstruktion Titan verwendet wird, wo das Gewicht der Hauptfaktor ist. Allerdings Schmiedeteile aus legiertem Stahl bieten einen Vorteil bei den Kosten pro Festigkeitseinheit, den Titan in großem Maßstab nicht erreichen kann , und ihr höherer Elastizitätsmodul (200 GPa gegenüber 114 GPa für Titan) bedeutet eine geringere Durchbiegung unter Last – entscheidend für Präzisionsmaschinen, Zahnräder und alle Anwendungen, bei denen es auf Dimensionsstabilität unter Belastung ankommt.
Auswirkungen der Abschnittsgröße auf die Schmiedefestigkeit von legiertem Stahl
Einer der in der Praxis am meisten bedeutsamen und unterschätzten Aspekte der Festigkeit von legiertem Stahl ist die Art und Weise, wie diese mit zunehmender Querschnittsgröße abnimmt. Die Härtbarkeit – die Fähigkeit eines Stahls, über seinen gesamten Querschnitt vollständig martensit zu werden – bestimmt, wie viel von der theoretischen Maximalfestigkeit in einem realen Bauteil tatsächlich erreichbar ist.
Kohlenstoffstahl 1045 ist nur sehr begrenzt härtbar. Bei einem Stab mit 25 mm Durchmesser erzeugt das Abschrecken in Wasser eine nahezu vollständig martensitische Mikrostruktur und nahezu maximale Festigkeit. Bei einem Stab mit 100 mm Durchmesser kühlt der Kern viel zu langsam ab, um sich in Martensit umzuwandeln, und verbleibt als grober Perlit mit einer um 30–40 % geringeren Zugfestigkeit als die Oberfläche. Bei einem Durchmesser von 200 mm kann sogar die Oberfläche einer 1045-Stange unvollständig gehärtet sein.
Der legierte Stahl 4140 mit seinen Chrom- und Molybdänzusätzen behält eine wesentlich bessere Härtbarkeit bei. Bei der Ölabschreckung ist eine Durchhärtung zu einheitlichem Martensit bis zu einem Durchmesser von ca. 75 mm möglich. 4340 mit seinem zusätzlichen Nickelgehalt erweitert diese bei Ölabschreckung auf 100 mm oder mehr. Für Schmiedestücke aus legiertem Stahl über 200 mm im kritischen Querschnitt sind Güten erforderlich, die speziell für große Abschnitte entwickelt wurden – wie 26NiCrMoV14-5 oder 34CrNiMo6 –, um sicherzustellen, dass die Mindeststreckgrenzenspezifikationen im gesamten Abschnitt und nicht nur in der Nähe der Oberfläche eingehalten werden.
Aus diesem Grund werden bei großen Schmiedestücken aus legiertem Stahl für Turbinenrotoren, schwere Kurbelwellen oder Reaktordruckbehälter andere Materialqualitäten verwendet als bei kleineren Bauteilen: Die Legierung muss ausreichend sein, um Durchhärtungseigenschaften bis zur Mittellinie eines Schmiedestücks mit einem Durchmesser von 500 mm oder mehr zu übertragen.
Ermüdungsfestigkeit von Schmiedestücken aus legiertem Stahl: Die Realität bei zyklischer Belastung
Es kommt nicht nur auf die statische Zug- und Streckgrenze an. Die meisten strukturellen Ausfälle im Betrieb entstehen nicht durch eine einzelne Überlastung, sondern durch Ermüdung – das fortschreitende Wachstum von Rissen unter wiederholten zyklischen Belastungen weit unterhalb der statischen Streckgrenze. Hier zeigen Schmiedeteile aus legiertem Stahl Vorteile, die einfache Zahlen zur Zugfestigkeit nicht erfassen.
Die Ermüdungsfestigkeit (die Spannungsamplitude, die ein Material 10⁷ Zyklen lang ohne Bruch aushalten kann) folgt einer allgemeinen Beziehung zur Zugfestigkeit für Stähle bis etwa 1400 MPa Zugfestigkeit: Die Ermüdungsgrenze liegt etwa beim 0,45- bis 0,50-fachen der Zugfestigkeit. Dies bedeutet, dass ein Schmiedestück aus 4140-legiertem Stahl mit einer Zugfestigkeit von 1000 MPa eine Dauerfestigkeit von etwa 450–500 MPa hat – etwa doppelt so viel wie ein Schmiedestück aus 1045-Kohlenstoffstahl mit einer Zugfestigkeit von 600 MPa.
Oberhalb von 1400 MPa Zugfestigkeit bricht dieses einfache Verhältnis zusammen. Schmiedestücke aus hochfestem legiertem Stahl reagieren immer empfindlicher auf Oberflächenbeschaffenheit, Restspannungen und mikrostrukturelle Sauberkeit. Ein 4340-Schmiedestück bei 1600 MPa mit maschinell bearbeiteter Oberfläche hat eine viel niedrigere tatsächliche Ermüdungsgrenze als eine polierte Probe, da Oberflächenkratzer als Spannungskonzentratoren wirken. Aus diesem Grund werden Hochleistungsschmiedeteile aus legiertem Stahl für die Luft- und Raumfahrt sowie den Motorsport nach der Bearbeitung kugelgestrahlt – die durch das Kugelstrahlen erzeugte Druckeigenspannungsschicht kann die Ermüdungslebensdauer unter repräsentativen Belastungsbedingungen um den Faktor 2–4 verlängern.
Die Kombination aus kontrollierter Schmiedepraxis, feinkörniger Wärmebehandlung und Oberflächenstrahlen kann die effektive Ermüdungsfestigkeit eines Schmiedestücks aus 4340-legiertem Stahl auf 700–800 MPa steigern – ein Wert, der dafür sorgt, dass in der Automobil- und Luft- und Raumfahrtindustrie geschmiedete Komponenten gegenüber bearbeiteten Knüppeln bevorzugt werden, bei denen der Kornfluss willkürlich ist und es keine Oberflächendruckschichten gibt.
Wichtige Schmiedesorten von legiertem Stahl und ihre Festigkeitsprofile
Das Verständnis des praktischen Festigkeitsbereichs der am häufigsten spezifizierten Schmiedestahlsorten aus legiertem Stahl bietet Ingenieuren eine Arbeitsgrundlage für die anfängliche Materialauswahl.
AISI 4140: Das Allzweck-Arbeitstier
4140 (0,38–0,43 % C, 0,8–1,1 % Cr, 0,15–0,25 % Mo) ist die am häufigsten verwendete Schmiedesorte aus legiertem Stahl in allgemeinen Industrie- sowie Öl- und Gasanwendungen. Im Q&T-Zustand liefert es eine Zugfestigkeit von 900–1100 MPa mit ausreichender Zähigkeit für die meisten mechanischen Anwendungen. Es ist das Standardmaterial für Schwerstangen, Werkzeugverbindungen, Kupplungshülsen, Flansche und mittelschwere Wellen. Seine hervorragende Bearbeitbarkeit im vorgehärteten Zustand (28–34 HRC) macht es praktisch für Betriebe, die nach der Bearbeitung keine Möglichkeit zur Wärmebehandlung haben.
AISI 4340: Hochfeste Strukturanwendungen
4340 (0,38–0,43 % C, 1,65–2,00 % Ni, 0,70–0,90 % Cr, 0,20–0,30 % Mo) liegt in Festigkeit und Zähigkeit über 4140. Der Nickelzusatz ist das Hauptunterscheidungsmerkmal: Er erweitert die Härtbarkeit auf größere Abschnitte und verbessert die Zähigkeit bei niedrigen Temperaturen erheblich. Schmiedeteile aus legiertem Stahl 4340 sind das Standardmaterial für Flugzeugfahrwerke (typischerweise mit 1930 MPa Zugfestigkeit gemäß MIL-S-5000), Hochleistungskurbelwellen in großen Dieselmotoren und Hochleistungsachswellen. Aufgrund seiner tiefen Härtbarkeit ist es die mindestens akzeptable Sorte für Schmiedeteile mit einem Querschnitt von mehr als 75 mm, bei denen durchgehend volle mechanische Eigenschaften erforderlich sind.
300M: Ultrahohe Festigkeit für die Luft- und Raumfahrt
300M ist im Wesentlichen 4340, modifiziert mit 1,45–1,80 % Silizium und 0,05–0,10 % Vanadium. Der Siliziumzusatz verzögert das Erweichen von Martensit beim Anlassen, sodass der Stahl Zugfestigkeiten über 1930 MPa erreichen und gleichzeitig Bruchzähigkeitswerte über 60 MPa√m beibehalten kann – eine Kombination, die 4340 bei gleichem Festigkeitsniveau nicht erreichen kann. Nahezu jede Fahrwerksachse für Verkehrs- und Militärflugzeuge, die seit den 1960er-Jahren hergestellt wurde, war aus 300M-Legierungsstahl geschmiedet. Seine Ermüdungs- und Bruchzähigkeitseigenschaften in dieser sicherheitskritischen Anwendung haben es trotz jahrzehntelanger konkurrierender Materialentwicklung praktisch unersetzlich gemacht.
EN36 und EN39: Einsatzhärtende legierte Stähle
Diese Nickel-Chrom-Aufkohlungssorten werden für Schmiedestücke aus legiertem Stahl verwendet, bei denen eine sehr harte, verschleißfeste Oberfläche (60–64 HRC) mit einem zähen, schlagfesten Kern einhergehen muss. Nach dem Schmieden wird durch Aufkohlen oder Karbonitrieren Kohlenstoff bis zu einer Tiefe von 0,5–2,0 mm an der Oberfläche hinzugefügt. Das Ergebnis ist eine Komponente, die Stoßbelastungen durch den robusten Kern absorbiert und gleichzeitig Kontaktermüdung und Verschleiß an der Oberfläche widersteht – genau die Kombination, die für Hochleistungsgetriebe, Nockenwellen und Keilwellen in Kraftübertragungs- und Bergbaumaschinen erforderlich ist.
H13 und H11: Schmiedestücke aus Warmarbeitsstahl
H13 (5 % Cr, 1,5 % Mo, 1 % V) ist der weltweite Standard für Warmarbeitswerkzeuge. Bei der Herstellung als Schmiedestück statt als Stangenmaterial profitiert H13 von den gleichen Kornfluss- und Dichtevorteilen, die für legierte Baustähle beschrieben wurden. Geschmiedete H13-Gesenkeinsätze für den Aluminiumdruckguss erreichen in dokumentierten Produktionsvergleichen eine um 20–40 % längere Standzeit als aus der Stange gefertigte Alternativen, einfach weil das Schmieden Mikroporositäten schließt und die Karbidverteilung günstiger ausrichtet. Die H13-Härte im Betrieb beträgt typischerweise 44–50 HRC und liefert eine Druckstreckgrenze von über 1600 MPa bei Raumtemperatur, die bei 600 °C über 600 MPa gehalten wird.
Testen und Verifizieren der Schmiedefestigkeit von legiertem Stahl
Festigkeitsansprüche für Schmiedeteile aus legiertem Stahl werden in den meisten kritischen Anwendungen nicht allein auf der Grundlage von Materialzertifikaten akzeptiert. In den meisten Beschaffungsstandards ist eine physische Prüfung von Teststücken erforderlich, die aus Produktionsschmiedestücken oder aus repräsentativen, am Schmiedestück angebrachten Verlängerungen entnommen wurden.
Zu den Standardqualifikationstests für Schmiedeteile aus legiertem Stahl gehören:
- Zugversuch bei Raumtemperatur: Misst die ultimative Zugfestigkeit, die 0,2 %-Dehngrenze, die Dehnung % und die Flächenreduzierung %. Diese vier Werte charakterisieren vollständig die statische mechanische Reaktion.
- Kerbschlagbiegeversuch nach Charpy: Bei einer bestimmten Temperatur (häufig 0 °C, -20 °C oder -40 °C, je nach Anwendung) wird die absorbierte Energie in Joule gemessen und bestätigt, dass das Material nicht in seiner spröden Übergangszone arbeitet.
- Brinell- oder Rockwellhärte: Ein schneller, zerstörungsfreier Indikator für die Zugfestigkeit (1 HBW ≈ 3,5 MPa Zugfestigkeit für Stähle), der zum Screening von Schmiedestücken vor der zerstörenden Prüfung und zur Überprüfung der Gleichmäßigkeit der Wärmebehandlung über eine Charge hinweg verwendet wird.
- Ultraschallprüfung (UT): Volumetrische Inspektion zur Erkennung interner Defekte, die den effektiven lasttragenden Querschnitt verringern würden. Akzeptanzgrenzen gemäß ASTM A388 oder EN 10228-3 definieren die maximal zulässige Anzeigegröße.
- Bruchzähigkeit (K₁c): Erforderlich für Schmiedeteile aus legiertem Stahl in der Luft- und Raumfahrt sowie im Nuklearbereich. Misst den Spannungsintensitätsfaktor, bei dem sich ein Riss instabil ausbreitet, ausgedrückt in MPa√m. 4340 bei 1380 MPa Zugfestigkeit erreicht typischerweise einen K₁c von 50–60 MPa√m; 300M erreicht bei gleicher Festigkeit aufgrund der Siliziummodifikation 65–80 MPa√m.
Bei Öl- und Gasanwendungen, die durch NACE MR0175 geregelt werden, ist die Härteprüfung nicht nur eine Qualitätsprüfung, sondern eine Sicherheitsüberprüfung, da jegliches Schmieden von legiertem Stahl mit mehr als 22 HRC (ungefähr 760 MPa Zugfestigkeit) in sauren Betriebsumgebungen wegen der Gefahr von Spannungsrissen durch Sulfid verboten ist. Dies ist einer der Fälle, in denen die maximal zulässige Festigkeit geringer ist als die, die das Material erreichen kann, was eher auf Risse in der Umgebung als auf mechanische Belastungsgrenzen zurückzuführen ist.
Festigkeitsleistung unter realen Bedingungen: Schmiedeteile aus legiertem Stahl im Einsatz
Daten zu den mechanischen Eigenschaften im Labor zeigen, was Schmiedestücke aus legiertem Stahl unter kontrollierten Bedingungen erreichen können. Was im Außendienst passiert, erzählt oft eine umfassendere Geschichte über die Kombination aus Festigkeit, Ermüdungsbeständigkeit und Zähigkeit, die Schmiedestücke aus legiertem Stahl zur ersten Wahl in stark nachgefragten Branchen macht.
In Nutzfahrzeug-Antriebssträngen erreichen geschmiedete Kurbelwellen aus legiertem Stahl bei spezifikationsgerechter Fertigung routinemäßig eine Lebensdauer von 800.000 km oder mehr ohne Ermüdungsausfälle. Die gleiche Kurbelwellengeometrie, die aus Sphäroguss hergestellt wird – ein üblicher Ersatz für Kostensenkungen – weist unter gleichen Bedingungen Ermüdungsausfälle bei einem Drittel bis der Hälfte der Laufleistung auf, weshalb jeder OEM von Schwerlastkraftwagen trotz der höheren Materialkosten weiterhin Schmiedeteile aus legiertem Stahl für Kurbelwellen spezifiziert.
Im Öl- und Gassektor werden Bohrmanschettenschmiedeteile aus 4140-legiertem Stahl in Bohrlochbaugruppen unter kombinierten Torsions-, Biege- und Axiallasten eingesetzt und über die Lebensdauer eines Bohrlochs millionenfach zyklisch belastet. Die dokumentierte Ausfallrate der Bohrmanschetten für ordnungsgemäß wärmebehandelte 4140-Schmiedeteile, die den Anforderungen der API Spec 7-1 entsprechen, ist äußerst niedrig – und die meisten Ausfälle, die auftreten, sind eher auf unsachgemäße Wärmebehandlung, Korrosionsschäden oder Handhabungsschäden als auf inhärente Materialschwächen zurückzuführen.
Im Energieerzeugungssektor haben große Rotorschmiedeteile aus niedriglegiertem Stahl für Dampfturbinen – typischerweise 25–100 Tonnen – eine Lebensdauer von über 40 Jahren unter kontinuierlicher zyklischer thermischer und mechanischer Belastung in Grundlastkraftwerken nachgewiesen. Der Leistungsrekord ist eine direkte Folge der strengen Kontrolle der Zusammensetzung, der Vakuumentgasung und der umfassenden mechanischen Tests, denen große Schmiedestücke aus legiertem Stahl unterzogen werden, bevor sie die Schmiedeanlage verlassen. Kein anderer Fertigungsweg für Rotoren dieser Größe und dieses Gewichts hat annähernd den gleichen Zuverlässigkeitsrekord erreicht.