英语
英语 德语
德语 阿拉伯语
阿拉伯语Inhalt
- 1 Was ist Stahlschmieden und wie funktioniert der Prozess?
- 2 Die wichtigsten Methoden zum Schmieden von Stahl und deren Verwendung
- 3 Schritt für Schritt: Wie das Schmieden von Stahl in der Praxis erfolgt
- 4 Beim Schmieden häufig verwendete Stahlsorten und ihre Eigenschaften
- 5 Wichtige Designregeln für schmiedbare Stahlteile
- 6 Stahlschmieden vs. Gießen vs. Bearbeiten aus Stangenmaterial
- 7 Häufige Fehler beim Stahlschmieden und wie man sie verhindert
- 8 Branchen, die auf Stahlschmieden angewiesen sind, und warum
- 9 Qualitätsstandards und Zertifizierungen für Stahlschmiedeteile
- 10 Häufig gestellte Fragen zum Stahlschmieden
- 10.1 Was ist die Mindestbestellmenge für Schmiedeteile aus geschlossenem Gesenkstahl?
- 10.2 Wie lange dauert die Herstellung von Schmiedestücken aus Stahl?
- 10.3 Kann Edelstahl mit der gleichen Ausrüstung wie Kohlenstoffstahl geschmiedet werden?
- 10.4 Unterscheidet sich das Warmschmieden vom Warmschmieden?
- 10.5 Wie spezifiziere ich ein Schmiedeteil in einer Zeichnung korrekt?
Was ist Stahlschmieden und wie funktioniert der Prozess?
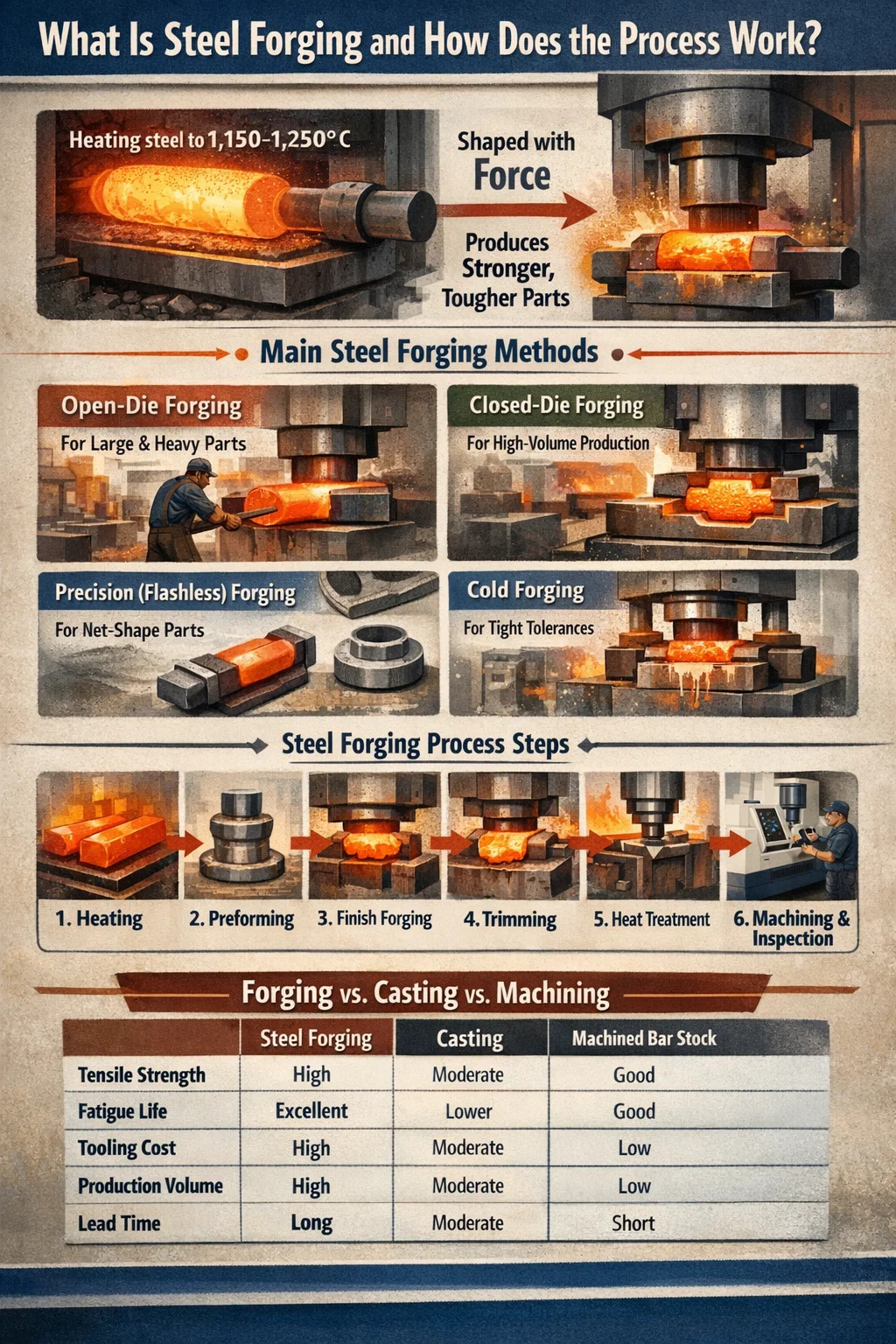
Stahlschmieden ist ein Herstellungsverfahren, bei dem massive Stahlbarren oder -stangen unter Druckkraft geformt werden – mithilfe von Hämmern, Pressen oder Matrizen –, um Teile mit besseren mechanischen Eigenschaften im Vergleich zu gegossenen oder bearbeiteten Alternativen herzustellen. Das Ergebnis ist eine Kornstruktur, die den Konturen des Teils folgt und Zugfestigkeiten liefert, die in der Regel 20–40 % höher sind als bei entsprechenden Stahlgusskomponenten. Wenn Sie Teile benötigen, die Ermüdungs-, Stoß- oder zyklischen Belastungen standhalten – Pleuel, Kurbelwellen, Flansche, Zahnräder –, ist Schmieden in der Regel der zuverlässigste Weg dorthin.
Im Kern besteht der Prozess darin, Stahl auf einen bestimmten Temperaturbereich zu erhitzen (normalerweise zwischen 1.100 °C und 1.250 °C für Kohlenstoff- und legierte Stähle) und dann Kraft auszuüben, um das Material plastisch in die gewünschte Form zu verformen. Die erhöhte Temperatur reduziert die Fließspannung und verbessert die Duktilität, wodurch sich das Metall leichter formen lässt, ohne dass es zu Rissen kommt. Sobald das Schmiedeteil abgekühlt ist, wird es vor dem Versand einer Wärmebehandlung, Bearbeitung und Prüfung unterzogen.
Das Schmieden von Stahl ist keine einheitliche Technik. Es verzweigt sich in mehrere unterschiedliche Methoden, die jeweils für unterschiedliche Geometrien, Volumina und Toleranzanforderungen geeignet sind. Zu verstehen, wie jede Methode funktioniert – und wo sie mangelhaft ist – ist der Ausgangspunkt für jeden Ingenieur oder Einkäufer, der versucht, bei einem Schmiedeprojekt die richtige Entscheidung zu treffen.
Die wichtigsten Methoden zum Schmieden von Stahl und deren Verwendung
Bei jeder Stahlschmiedemethode entstehen Teile mit unterschiedlichen Maßtoleranzen, Oberflächenbeschaffenheiten und Werkzeugkosten. Eine falsche Auswahl erhöht die Kosten, verlängert die Durchlaufzeiten oder führt dazu, dass Teile eine übermäßige Nachbearbeitung erfordern.
Freiformschmieden
Beim Freiformschmieden (auch Freischmieden oder Schmiedeschmieden genannt) werden flache oder einfach geformte Gesenke verwendet, die das Werkstück nicht vollständig umschließen. Der Stahl wird zwischen den Matrizen durch eine Reihe von Kompressionen, Dehnungen und Drehungen manipuliert. Diese Methode wird für große Wellen, Zylinder, Ringe und Barren verwendet – Teile, die zwischen einigen Kilogramm und über 200 Tonnen wiegen können.
Das Freiformschmieden ist die erste Wahl, wenn die Teilegröße die Kapazität geschlossener Gesenke übersteigt oder wenn die Produktionsmengen zu gering sind, um teure Werkzeuge zu rechtfertigen. Die Maßtoleranzen sind größer (normalerweise ±3–6 mm), sodass später eine erhebliche Bearbeitung zu erwarten ist. Stahlsorten wie 4140, 4340 und 316 Edelstahl werden auf diese Weise routinemäßig für die Öl- und Gasindustrie, die Energieerzeugung und die Schwermaschinenindustrie verarbeitet.
Gesenkschmieden (Gesenkschmieden)
Beim Gesenkschmieden wird ein aufeinander abgestimmter Gesenksatz mit einem Hohlraum verwendet, der ungefähr der Form des fertigen Teils entspricht. Der erhitzte Barren wird zwischen die Matrizen gelegt und es wird Kraft ausgeübt, bis der Stahl den Hohlraum vollständig ausfüllt, wobei überschüssiges Material als Grat um die Trennfuge herum abfließt. Der Blitz wird später abgeschnitten.
Diese Methode führt zu engeren Toleranzen (normalerweise ±0,5–1,5 mm, abhängig von der Komplexität und Größe des Teils), einer besseren Oberflächengüte und einer gleichmäßigeren Geometrie als bei Arbeiten mit offenem Gesenk. Die Werkzeugkosten sind hoch – ein vollständiger Gesenksatz für ein Teil mittlerer Komplexität kann 15.000 bis 80.000 US-Dollar oder mehr kosten – daher ist das Schmieden im geschlossenen Gesenk vor allem für mittlere bis hohe Produktionsmengen wirtschaftlich sinnvoll. Klassische Anwendungen sind Automobilpleuel, Radnaben und Ventilkörper.
Gratloses (Präzisions-)Schmieden
Beim gratlosen Schmieden wird der Grat eliminiert, indem das Blockvolumen und die Gesenkgeometrie präzise gesteuert werden, sodass das Material den Hohlraum ausfüllt, ohne dass es zu einem Überlauf kommt. Das Ergebnis ist ein endkonturnahes oder nahezu endkonturnahes Teil, das nach dem Schmieden nur eine minimale Nachbearbeitung erfordert. Es sind enge Toleranzen von ±0,1–0,3 mm erreichbar.
Dieser Prozess erfordert jedoch eine präzise Vorbereitung des Knüppels und höhere Werkzeuginvestitionen Materialeinsparungen von 10–20 % im Vergleich zum herkömmlichen Gesenkschmieden machen es attraktiv für die Massenproduktion komplexer Teile wie Zahnräder, Kegelräder und Aufhängungskomponenten.
Rollschmieden
Beim Walzenschmieden wird ein erhitzter Stahlstab zwischen zwei Walzen mit geformten Rillen geführt, wodurch sein Querschnitt verringert und gleichzeitig verlängert wird. Es wird typischerweise als Vorformschritt vor dem Gesenkschmieden verwendet, wird aber auch als Endprozess für konische Wellen, Blattfedern und Schienenkomponenten verwendet. Der kontinuierliche Charakter des Prozesses macht ihn für längliche Teile äußerst effizient.
Verärgertes Schmieden
Beim Stauchschmieden vergrößert sich die Querschnittsfläche einer Stahlstange oder -stange, indem diese entlang ihrer Achse komprimiert, die Länge verkürzt und der Durchmesser in einer bestimmten Zone vergrößert wird. Auf diese Weise werden Bolzen, Stehbolzen, Ventile und Flanschwellen hergestellt. Hochgeschwindigkeits-Stauchschmiedemaschinen können Tausende von Teilen pro Stunde herstellen, was sie zu einer der produktivsten Schmiedemethoden für Verbindungselemente und ähnliche Hardware macht.
Kaltschmieden
Im Gegensatz zu den oben genannten Methoden wird das Kaltschmieden bei oder nahe Raumtemperatur durchgeführt. Während des Prozesses verfestigt sich der Stahl, wodurch sich die Oberflächenhärte und Festigkeit erhöht. Die Toleranzen sind außergewöhnlich eng (±0,05–0,1 mm) und die Oberflächengüte ist ausgezeichnet, so dass häufig kein Drehen oder Schleifen erforderlich ist. Der Nachteil besteht darin, dass höhere Presskräfte erforderlich sind und Einschränkungen hinsichtlich der Teilegeometrie und der Stahlsorte bestehen. Stähle mit niedrigem und mittlerem Kohlenstoffgehalt eignen sich am besten zum Kaltschmieden.
Schritt für Schritt: Wie das Schmieden von Stahl in der Praxis erfolgt
Die Kenntnis der Prozessschritte ist wichtig, egal ob Sie ein Teil auf Schmiedbarkeit konstruieren oder die Produktionshalle eines Lieferanten prüfen. So verläuft eine Standard-Gesenkschmiedesequenz für Stahl vom Rohmaterial bis zum fertigen Teil.
- Materialauswahl und Billet-Vorbereitung: Die geeignete Stahlsorte wird basierend auf den mechanischen Eigenschaften des fertigen Teils ausgewählt. Zu den gängigen Qualitäten gehören 1045 (mittlerer Kohlenstoffgehalt, allgemeine Industrie), 4140 (Chrom-Molybdän, hochfest), 4340 (Nickel-Chrom-Molybdän, Luft- und Raumfahrt) und 17-4 PH-Edelstahl (korrosionsbeständig, hochfest). Das Stangenmaterial oder der Barren wird auf das berechnete Volumen zugeschnitten – leicht überdimensioniert, um Grat- und Zunderverlust zu berücksichtigen.
- Heizung: Die Rohlinge werden in einen Gas- oder Induktionsofen geladen und auf die gewünschte Schmiedetemperatur gebracht. Bei den meisten Kohlenstoff- und legierten Stählen liegt diese bei 1.150–1.250 °C. Die Temperaturgleichmäßigkeit über den gesamten Blockquerschnitt ist von entscheidender Bedeutung – ein Temperaturgradient von mehr als 50 °C kann zu Rissen oder einer unvollständigen Formfüllung führen. Für eine strenge Temperaturkontrolle und eine geringere Kesselsteinbildung wird die Induktionserwärmung bevorzugt.
- Entkalkung: Heißer Stahl bildet beim Erhitzen eine Oxidschicht. Vor dem Schmieden wird dieser Zunder durch Hochdruckwasserstrahlen (typischerweise 100–200 bar) oder durch einen ersten leichten Schlag in die Matrize entfernt, wodurch der Zunder aufbricht und verhindert wird, dass er in die Oberfläche des Teils gedrückt wird und Oberflächenfehler verursacht.
- Vorformen (falls erforderlich): Komplexe Teile erfordern häufig einen oder mehrere Vorformungsschritte, um die Metallmasse näher an die endgültige Form zu verteilen, bevor der fertige Formabdruck erfolgt. Dies reduziert den Werkzeugverschleiß und verbessert den Metallfluss beim letzten Schlag. Das Vorformen erfolgt in separaten Formhohlräumen auf derselben Presse oder demselben Hammer.
- Fertigschmieden: Der vorgeformte Barren wird in den Hohlraum der fertigen Matrize überführt und geschlagen – entweder mit einem Hammer (Schwerkraft- oder Dampfhammer mit wiederholten Schlägen) oder mit einer Presse (mechanische oder hydraulische Presse mit kontrolliertem Einzelhub). Der Stahl füllt den Hohlraum vollständig aus und um die Trennfuge herum bildet sich ein Grat.
- Blitztrimmen: Im noch heißen Zustand (oder nach dem Abkühlen bei Besäumpressen) wird das Schmiedestück in ein Besäumgesenk gelegt und der Grat in einem einzigen Hub abgestanzt. Bei Präzisionsteilen kann das beschnittene Schmiedestück im noch warmen Zustand in einem Kalibriergesenk nachgeprägt werden, um etwaige Rückfederungen zu korrigieren und die Maßhaltigkeit zu verbessern.
- Wärmebehandlung: Abhängig von der Stahlsorte und den endgültigen Anforderungen an die mechanischen Eigenschaften werden geschmiedete Teile einem Normalglühen, Glühen, Abschrecken und Anlassen oder einer Lösungsbehandlung und Alterung unterzogen. Durch Abschrecken und Anlassen von 4140-Stahl kann beispielsweise eine Zugfestigkeit von 655 MPa (normalisiert) auf über 1.000 MPa erreicht werden.
- Bearbeitung: Selbst nahezu endkonturnahe Schmiedestücke erfordern in der Regel CNC-Drehen, Fräsen, Bohren und Schleifen, um endgültige Maßtoleranzen, Oberflächenbeschaffenheit und Merkmale (Gewinde, Bohrungen, Keilnuten) zu erreichen, die nicht direkt geschmiedet werden können.
- Inspektion und Prüfung: Fertige Schmiedestücke werden auf Maß (CMM oder manuelle Messung), visuell (Oberflächenrisse, Überlappungen, Nähte) und häufig durch zerstörungsfreie Prüfungen geprüft – Magnetpulverprüfung (MPI) auf Oberflächenfehler, Ultraschallprüfung (UT) auf innere Hohlräume. Durch mechanische Tests an Probestücken werden Härte, Zugfestigkeit, Schlagzähigkeit und Ermüdungsverhalten überprüft.
Beim Schmieden häufig verwendete Stahlsorten und ihre Eigenschaften
Die Materialauswahl ist untrennbar mit dem Schmiedeprozess verbunden. Die Stahlsorte bestimmt den Schmiedetemperaturbereich, die Gesenklebensdauer, die erforderliche Presskapazität, die Wärmebehandlung nach dem Schmieden und letztendlich die Leistung des fertigen Teils.
| Stahlsorte | Schmiedetemperaturbereich | Zugfestigkeit (Q&T) | Schlüsselanwendungen |
|---|---|---|---|
| AISI 1045 | 1.150–1.230 °C | ~570–700 MPa | Wellen, Zahnräder, Kupplungen |
| AISI 4140 | 1.100–1.230 °C | ~900–1.100 MPa | Flansche, Bohrmanschetten, Achsen |
| AISI 4340 | 1.100–1.200 °C | ~1.000–1.500 MPa | Fahrwerk, Kurbelwellen, Luft- und Raumfahrt |
| AISI 316 Edelstahl | 1.149–1.260 °C | ~515–690 MPa | Ventile, Armaturen, Schiffszubehör |
| F51 Duplex SS | 1.050–1.150 °C | ~620–880 MPa | Unterwasserkomponenten, Chemieanlage |
| 17-4 PH Edelstahl | 1.040–1.150 °C | ~930–1.310 MPa | Luft- und Raumfahrt, Medizin, Pumpenschächte |
Ein praktischer Hinweis zum Schmieden von Edelstahl: Austenitstähle wie 316 weisen eine höhere Fließspannung auf als Kohlenstoffstähle, was bedeutet, dass die Presse bei gleicher Teilegröße mehr Kapazität benötigt. Außerdem sind sie anfälliger für Kaltverfestigung, was zu Rissen führen kann, wenn das Wiedererhitzen zwischen den Durchgängen nicht korrekt durchgeführt wird. Duplex-Sorten reagieren noch empfindlicher auf die Temperatur – Arbeiten außerhalb des engen Schmiedefensters können das Ferrit-Austenit-Gleichgewicht destabilisieren und die Korrosionsbeständigkeit verschlechtern.
Wichtige Designregeln für schmiedbare Stahlteile
Teile, die ohne Rücksicht auf das Schmieden entworfen wurden, kosten oft deutlich mehr in der Herstellung oder nutzen die strukturellen Vorteile des Prozesses nicht aus. Die Anwendung dieser Designprinzipien von Anfang an vermeidet spätere teure Neudesigns.
Entwurfswinkel
Alle vertikalen Flächen beim Gesenkschmieden benötigen einen Entformungswinkel, damit das Teil aus dem Gesenk ausgeworfen werden kann. Der Standardentwurf für Stahlschmiedestücke ist 5–7° auf Außenflächen und 7–10° auf Innenflächen . Merkmale mit Nullschräge oder negativer Schräge erfordern komplexere Werkzeuge mit Auswerferstiften oder geteilten Matrizen, was die Kosten erheblich erhöht.
Verrundungs- und Eckradien
Scharfe Innenecken erzeugen Spannungskonzentrationen sowohl im Werkzeug als auch im fertigen Teil. Ein minimaler Innenkehlradius von 3 mm ist ein praktischer Ausgangspunkt, wobei in stark belasteten Zonen 6 mm oder mehr bevorzugt werden. Außeneckradien sollten mindestens 1,5 mm betragen. Teile mit geeigneten Verrundungen zeigen eine bis zu dreifache Verbesserung der Ermüdungslebensdauer im Vergleich zu Teilen mit scharfen Übergängen.
Platzierung der Trennlinie
An der Trennlinie treffen die beiden Matrizenhälften aufeinander. Es sollte am größten Querschnitt des Teils platziert werden, um die Matrizentiefe und den Grat zu minimieren. Eine gerade, flache Trennlinie ist die einfachste und kostengünstigste Variante. Gekrümmte oder abgewinkelte Trennlinien erhöhen die Komplexität der Werkzeuge, können jedoch für bestimmte Geometrien erforderlich sein.
Variation der Abschnittsdicke
Große Unterschiede in der Querschnittsdicke innerhalb desselben Teils führen beim Schmieden zu einem ungleichmäßigen Metallfluss. Dünne Abschnitte füllen sich schneller und kühlen schneller ab als dicke Abschnitte, was zu Unterfüllung oder Rissbildung führt. Als Faustregel gilt, dass das Verhältnis der maximalen zur minimalen Wandstärke bei einem Stahlschmiedestück ohne sorgfältige Vorformgestaltung zur Vorverteilung des Materials 4:1 nicht überschreiten sollte.
Ausrichtung des Kornflusses
Einer der bedeutendsten Vorteile des Stahlschmiedens gegenüber dem Gießen oder der Bearbeitung von Stangenmaterial ist die Möglichkeit, den Kornfluss auf die Richtung der höchsten Beanspruchung im Betrieb auszurichten. Eine geschmiedete Pleuelstange mit Längskornfluss entlang der Stangenachse weist eine weitaus bessere Ermüdungsbeständigkeit auf als eine aus Stangenmaterial gefertigte Pleuelstange, bei der die Faser quer über kritische Abschnitte verläuft. Entwerfen Sie das Teil so, dass die primäre Lastachse mit der Hauptschmiederichtung übereinstimmt.
Stahlschmieden vs. Gießen vs. Bearbeiten aus Stangenmaterial
Bei der Auswahl einer Fertigungsmethode für Baustahlteile stehen Ingenieure häufig vor der Wahl zwischen Schmieden, Gießen und maschineller Bearbeitung. Jede Methode hat ein eigenes Leistungs- und Kostenprofil.
| Kriterium | Stahlschmieden | Casting | Bearbeitetes Stangenmaterial |
|---|---|---|---|
| Zugfestigkeit | Hoch (getreideverfeinert) | Mäßig (Porositätsrisiko) | Gut (abhängig von der Note) |
| Ermüdungsleben | Ausgezeichnet | Niedriger (innere Mängel) | Gut, wenn die Maserung ausgerichtet ist |
| Geometrische Komplexität | Mäßig | Hoch | Hoch (CNC) |
| Werkzeugkosten | Hoch (dies) | Mäßig (patterns/molds) | Niedrig bis gar nicht |
| Stückkosten bei hohem Volumen | Niedrig | Niedrig to moderate | Hoch (material waste) |
| Interne Mängel | Minimal (Hohlräume geschlossen) | Möglich (Schrumpfung, Porosität) | Hängt von der Barqualität ab |
| Vorlaufzeit (Prototyp) | Lang (Werkzeugherstellung) | Mäßig | Kurz |
Die Entscheidung hängt in der Regel von drei Faktoren ab: dem jährlichen Produktionsvolumen, der erforderlichen mechanischen Leistung und der Teilekomplexität. Bei Teilen mit komplexen inneren Durchgängen oder Hinterschneidungen ist das Gießen häufig allein aufgrund der Geometrie von Vorteil. Bei hochvolumigen Strukturteilen in der Automobilindustrie, der Luft- und Raumfahrt sowie der Öl- und Gasindustrie ist das Schmieden in Bezug auf Leistung und Lebenszykluskosten fast immer vorteilhaft. Die Bearbeitung aus Stangenmaterial ist am sinnvollsten für Prototypen, sehr kleine Serien oder Teile, die einfach zu klein sind, um wirtschaftlich geschmiedet zu werden.
Häufige Fehler beim Stahlschmieden und wie man sie verhindert
Selbst bei korrekten Prozessparametern können Schmiedeteile aus Stahl Mängel aufweisen, die die strukturelle Integrität beeinträchtigen. Wenn Sie wissen, was die einzelnen Fehler verursacht und wie Sie sie frühzeitig erkennen können, können Sie kostspielige Ausfälle vor Ort vermeiden.
Überlappungen und Falten
Überlappungen entstehen, wenn eine Oberflächenfalte oder ein Überhang zurückgefaltet und ohne Bindung in die Teileoberfläche eingeschmiedet wird. Sie erscheinen als lineare Oberflächenfehler, die typischerweise parallel zur Trennlinie verlaufen. Die Grundursache ist in der Regel eine falsche Vorformlingsform, ein übermäßiger Grat oder eine schlechte Metallflussverteilung in der Matrize. Die Magnetpulverprüfung erkennt zuverlässig Überlappungen auf der Oberfläche. Zur Vorbeugung sind eine ordnungsgemäße Gestaltung des Vorformlings und eine Optimierung des Formhohlraums erforderlich.
Unterfüllung
Unterfüllung bedeutet, dass der Gesenkhohlraum beim Schmieden nicht vollständig mit Stahl gefüllt wurde und flache Vertiefungen auf der Teileoberfläche zurückblieben. Zu den Ursachen gehören ein zu geringes Rohlinggewicht, eine zu niedrige Schmiedetemperatur, ein übermäßiger Grat, der das Material ausblutet, bevor sich der Hohlraum füllt, oder eine unzureichende Presskapazität. Bei der Maßprüfung wird in den meisten Fällen eine Unterfüllung erkannt, diese lässt sich jedoch besser beim ersten Produktionslauf mit der Probenaufteilung erkennen.
Knacken
Oberflächenrisse entstehen, wenn der Stahl bei einer zu niedrigen Temperatur (unterhalb des Übergangsbereichs von duktil zu spröde) geschmiedet wird, wenn die Umformgeschwindigkeit zu hoch ist oder wenn der Stahl einen zu hohen Schwefel- oder Phosphorgehalt aufweist, der die Warmbrüchigkeit begünstigt. Innere Risse (Berstfehler) entstehen, wenn beim Schmieden Zugspannungen im Kern entstehen, oft in schweren Abschnitten. Wenn die Schmiedetemperatur bei den meisten legierten Stählen über 1.050 °C gehalten wird und eine übermäßige Reduzierung pro Durchgang vermieden wird, werden die meisten Rissbildungsfehler vermieden.
Entkohlung
Längere Lufteinwirkung bei hohen Temperaturen führt dazu, dass Kohlenstoff aus der Stahloberfläche diffundiert und eine weiche, kohlenstoffarme Zone entsteht, die die Härte und Ermüdungsbeständigkeit verringert. Eine Entkohlungstiefe von 0,3–0,8 mm ist bei Teilen, die in Öfen mit offener Flamme erhitzt werden, keine Seltenheit. Der Einsatz von Öfen mit kontrollierter Atmosphäre oder Induktionserwärmung reduziert die Entkohlung erheblich, und wenn sie auftritt, ist das Abtragen der betroffenen Schicht die Standardbehandlung.
Die Schicht
Eine Gesenkverschiebung tritt auf, wenn die oberen und unteren Gesenkhälften während des Schmiedens falsch ausgerichtet sind, wodurch ein Teil entsteht, das an der Trennlinie versetzt ist. Selbst eine Verschiebung um 0,5 mm kann dazu führen, dass ein Teil die Maßprüfung nicht besteht. Regelmäßige Kontrollen der Werkzeugausrichtung und eine ordnungsgemäße Wartung der Passfeder verhindern diesen Produktionsfehler.
Branchen, die auf Stahlschmieden angewiesen sind, und warum
Die Nachfrage nach Stahlschmiedeprodukten wird von Branchen vorangetrieben, in denen strukturelles Versagen keine Option ist. Zu verstehen, wo und warum das Schmieden spezifiziert ist, hilft Käufern, Werkzeuginvestitionen zu rechtfertigen, und hilft Ingenieuren dabei, Argumente für das Schmieden gegenüber konkurrierenden Prozessen zu vertreten.
- Automobil: Pleuel, Kurbelwellen, Achsschenkel, Radnaben, Nockenwellen und Getrieberäder werden nahezu überall geschmiedet. Ein typischer Pkw enthält 35–45 kg geschmiedete Stahlteile. Die Ermüdungs- und Schlagfestigkeit von geschmiedetem Stahl ist der Grund dafür, dass diese sicherheitskritischen Komponenten nicht gegossen werden.
- Öl und Gas: Bohrer, Schwerstangen, BOP-Komponenten, Ventilkörper, Flansche (ANSI/ASME B16.5) und Unterwasseranschlüsse müssen geschmiedet werden, um extremen Bohrlochdrücken (bis zu 15.000 psi Arbeitsdruck in einigen Anwendungen) und korrosiven Umgebungen standzuhalten. ASME/ANSI- und API-Standards schreiben für viele dieser Komponenten das Schmieden vor.
- Luft- und Raumfahrt: Fahrwerksstreben, Flügelbefestigungsbeschläge, Motorlager und Turbinenscheiben werden aus hochfesten legierten Stählen und Superlegierungen geschmiedet. Die strengen Anforderungen der Luft- und Raumfahrtindustrie an Rückverfolgbarkeit, zertifizierte Materialtestberichte und zerstörungsfreie Tests machen Schmieden zur Standardwahl für Strukturkomponenten von Flugzeugzellen.
- Stromerzeugung: Dampfturbinenrotoren, Generatorwellen und Druckbehälterköpfe in Kernkraftwerken und konventionellen Kraftwerken gehören zu den größten hergestellten Schmiedestücken – einzelne Freiformschmiedestücke können 150–300 Tonnen wiegen. Die erforderliche Materialintegrität für Bauteile, die 30–60 Jahre lang einer kombinierten thermischen und mechanischen Belastung ausgesetzt sind, kann nur durch kontrolliertes Schmieden und Wärmebehandlung erreicht werden.
- Bergbau- und Baumaschinen: Kettenglieder von Bulldozern, Bolzen von Baggerschaufeln, Hämmer von Steinbrechern und Bohrstangen sind starkem Stoß und abrasivem Verschleiß ausgesetzt. Schmiedestücke aus hochmanganhaltigem und niedriglegiertem Stahl widerstehen Verformungen und Brüchen unter diesen Bedingungen weitaus besser als Gussalternativen.
- Verteidigung: Artilleriegeschosse, panzerbrechende Penetratoren, Kettenkomponenten für Panzer und Geschützrohre werden nach militärischen Spezifikationen geschmiedet, die eine bestimmte Härte, Zähigkeit und Maßhaltigkeit erfordern, die mit anderen Verfahren nicht erreicht werden kann.
Qualitätsstandards und Zertifizierungen für Stahlschmiedeteile
Beim Kauf von Schmiedestücken aus Stahl ohne Beachtung geltender Normen sind Käufer Qualitätsschwankungen und nicht konformen Teilen ausgesetzt. Bevor Sie eine Bestellung aufgeben, sollten Sie die wichtigsten Standards für die Schmiedequalität von Stahl kennen.
- ASTM A668 / A668M: Standardspezifikation für Schmiedeteile aus Kohlenstoff- und legiertem Stahl für den allgemeinen industriellen Einsatz. Deckt acht Klassen mit Anforderungen an die mechanischen Eigenschaften von einer Zugfestigkeit von 485 MPa (Klasse D) bis 830 MPa (Klasse L) ab.
- ASTM A182: Deckt geschmiedete oder gewalzte Rohrflansche aus Legierung und Edelstahl, geschmiedete Fittings und Ventile für den Einsatz bei hohen Temperaturen ab. In Öl- und Gas- sowie chemischen Verarbeitungsspezifikationen wird häufig darauf verwiesen.
- ASTM A105: Standard für Schmiedeteile aus Kohlenstoffstahl für Rohrleitungsanwendungen bei Umgebungstemperaturen und höheren Temperaturen. Dies ist eine der am häufigsten geforderten Spezifikationen für Flansche und Formstücke in industriellen Rohrleitungssystemen.
- API 6A / 6D: Standards des American Petroleum Institute für Bohrlochkopf- und Weihnachtsbaumausrüstung (6A) und Pipeline-Ventile (6D). Diese Standards definieren Materialklassen, Testanforderungen und Rückverfolgbarkeitsdokumentation für geschmiedete Komponenten, die im Kohlenwasserstoffbetrieb verwendet werden.
- AMS (Aerospace Material Specifications): SAE-AMS-Standards wie AMS 2750 (Pyrometrie zur Wärmebehandlung) und materialspezifische AMS-Qualitäten (z. B. AMS 6414 für 4340-Stahl) regeln Schmiedeteile für die Luft- und Raumfahrt. Die Einhaltung erfordert eine dokumentierte Ofenkalibrierung, zertifizierte Materialtestberichte und eine Erstmusterprüfung.
- ISO 9001 / IATF 16949: Zertifizierungen von Qualitätsmanagementsystemen für allgemeine Industrie- (ISO 9001) und Automobilzulieferer (IATF 16949). Diese Zertifizierungen weisen darauf hin, dass der Lieferant ein dokumentiertes Qualitätssystem betreibt, garantieren jedoch nicht allein die Produktkonformität mit bestimmten mechanischen Spezifikationen.
Fordern Sie bei jeder Schmiedesendung immer Materialprüfberichte (MTRs), Dimensionsprüfberichte und NDE-Berichte an. Bei kritischen Anwendungen sind Zeugentests in der Schmiede gängige Praxis bei der Beschaffung in der Luft- und Raumfahrt sowie im Nuklearbereich.
Häufig gestellte Fragen zum Stahlschmieden
Was ist die Mindestbestellmenge für Schmiedeteile aus geschlossenem Gesenkstahl?
Die meisten Gesenkschmiedebetriebe legen für Neuwerkzeugprojekte eine Mindestbestellmenge (MOQ) von 100–500 Stück fest, diese variiert jedoch je nach Teilegröße und Komplexität. Für kleine, einfache Teile erwägen einige Werkstätten Probeläufe mit 50 Teilen. Die hohen Werkzeugkosten sind das Haupthindernis – die Aufteilung der Werkzeugkosten auf weniger Teile erhöht die Stückkosten erheblich. Für Freiformschmiedestücke gibt es keine praktische Mindestbestellmenge, da keine kundenspezifischen Werkzeuge erforderlich sind.
Wie lange dauert die Herstellung von Schmiedestücken aus Stahl?
Für geschlossene Gesenkschmiedestücke mit neuen Werkzeugen betragen die Vorlaufzeiten in der Regel 10–16 Wochen: 4–6 Wochen für die Gesenkkonstruktion und -herstellung, 1–2 Wochen für Erstversuche zum Schmieden und 2–4 Wochen für die Wärmebehandlung und Bearbeitung von Produktionsteilen. Das Freiformschmieden großer Teile kann je nach Kapazität der Schmiede und Verfügbarkeit von Stahlknüppeln 8 bis 20 Wochen dauern. Nachbestellungen aus vorhandenen Werkzeugen dauern in der Regel 4–8 Wochen.
Kann Edelstahl mit der gleichen Ausrüstung wie Kohlenstoffstahl geschmiedet werden?
Ja, es werden die gleichen Hämmer und Pressen verwendet, aber Edelstahl – insbesondere austenitische Sorten – erfordert aufgrund seiner höheren Fließspannung bei gleichen Temperaturen höhere Schmiedekräfte als Kohlenstoffstahl. Eine Presse, die für eine bestimmte Teilegröße aus Kohlenstoffstahl ausgelegt ist, muss möglicherweise herabgestuft oder das Teil in kleinere Arbeitsgänge aufgeteilt werden, wenn auf Edelstahl umgestellt wird. Die Standzeit der Gesenke ist beim Schmieden von Edelstahl aufgrund höherer Grenzflächendrücke und abrasiver Oxidablagerungen typischerweise auch kürzer.
Unterscheidet sich das Warmschmieden vom Warmschmieden?
Ja. Das Warmschmieden erfolgt im Temperaturbereich zwischen Kaltschmieden und Warmschmieden – typischerweise 650–950 °C für Stahl. Bei diesen Temperaturen ist die Fließspannung geringer als bei Raumtemperatur (was das Umformen erleichtert), aber der Stahl bildet nicht die starke Oxidschicht, die beim Warmschmieden auftritt. Das Ergebnis ist eine bessere Oberflächengüte und engere Toleranzen als beim Warmschmieden, bei geringeren Presskräften als beim Kaltschmieden. Warmschmieden wird für mittelkomplexe Teile verwendet, bei denen die Oberflächenqualität wichtig ist, die Kräfte beim Kaltschmieden jedoch unpraktisch hoch wären.
Wie spezifiziere ich ein Schmiedeteil in einer Zeichnung korrekt?
Eine vollständige Schmiedespezifikation auf einer Zeichnung sollte Folgendes umfassen: die Stahlsorte (ASTM-, AISI- oder AMS-Bezeichnung), den Wärmebehandlungszustand und die erforderliche Härte oder Zug-/Streckgrenze, Anforderungen an den Entformungswinkel, Mindestkehlen- und Eckenradien, Oberflächenbeschaffenheit (Ra-Wert) für geschmiedete Oberflächen, zulässige Gratverlängerung an der Trennlinie, erforderliche NDE-Methoden (MPI, UT) und Abnahmekriterien sowie die geltenden Anforderungen an den Materialprüfbericht. Durch die Bezugnahme auf den geltenden ASTM-Standard (z. B. ASTM A668, Klasse F) werden alle Material- und Prüfanforderungen sauber miteinander verknüpft.