 英语
英语 德语
德语 阿拉伯语
阿拉伯语Inhalt
- 1 Welche Art von Legierung ist Stahl? Die direkte Antwodert
- 2 Wie Stahl als Legierung klassifiziert wird
- 3 Was jedes Legierungselement tatsächlich mit Stahl macht
- 4 Schmiedestücke aus legiertem Stahl: Warum Schmieden das richtige Verfahren für legierten Stahl ist
- 5 Wichtige Arten von legiertem Stahl und ihre industrielle Rolle
- 6 Der Schmiedeprozess für legierten Stahl: Vom Knüppel zum fertigen Teil
- 7 Branchen, die auf Schmiedeteile aus legiertem Stahl angewiesen sind
- 8 Legierter Stahl vs. Kohlenstoffstahl vs. Edelstahl: Auswahl des richtigen Materials
- 9 Wärmebehandlung von Schmiedestücken aus legiertem Stahl: Erschließung des gesamten Eigenschaftsbereichs
- 10 Qualitätskontrolle bei Schmiedestücken aus legiertem Stahl: Prüfmethoden und Standards
- 11 Globaler Markt und zukünftige Trends bei legiertem Stahl und Schmiedeteilen
- 12 Häufig gestellte Fragen zu Stahllegierungen und Schmiedestücken aus legiertem Stahl
Welche Art von Legierung ist Stahl? Die direkte Antwodert
Stahl ist grundsätzlich ein Eisen-Kohlenstoff-Legierung , wobei der Kohlenstoffgehalt zwischen 0,02 und 2,14 Gewichtsprozent liegt. Dieses schmale Kohlenstoffband verwandelt ansonsten sprödes Roheisen in ein Material, das Brücken überspannen, Turbinen beherbergen und das Rückgrat moderner Infrastruktur bilden kann. Über diese grundlegende Eisen-Kohlenstoff-Kombination hinaus Legierter Stahl führt zusätzliche Legierungselemente ein – wie Mangan, Chrom, Nickel, Molybdän, Vanadium und Silizium – um spezifische mechanische, thermische und chemische Eigenschaften zu erzielen, die normaler Kohlenstoffstahl einfach nicht erreichen kann.
Der Begriff „legierter Stahl“ ist sowohl präzise als auch weit gefasst. Im strengsten metallurgischen Sinne ist jeder Stahl eine Legierung, da er mindestens zwei Elemente enthält. In der industriellen Praxis bezieht sich „legierter Stahl“ jedoch speziell auf Stähle, bei denen die absichtliche Zugabe eines oder mehrerer Legierungselemente die Leistung über die von Standard-Kohlenstoffstahlsorten hinaus steigert. Wenn dieses Material im heißen oder kalten Zustand durch Druckkraft geformt wird, entsteht folgendes Ergebnis Legierter Stahl forgings – Komponenten, die für ihren gerichteten Kornfluss, ihre überragende Zähigkeit und Ermüdungsbeständigkeit in anspruchsvollen Betriebsumgebungen geschätzt werden.
Wie Stahl als Legierung klassifiziert wird
Metallurgen klassifizieren Legierungen anhand ihres Grundmetalls und der Art der zusätzlichen Elemente. Stahl gehört zur größeren Familie von Eisenlegierungen — Legierungen, bei denen Eisen das dominierende Element ist. Innerhalb von Eisenlegierungen bildet der Kohlenstoffgehalt die erste große Trennlinie:
Innerhalb der Stahlfamilie pflegen das American Iron and Steel Institute (AISI) und die Society of Automobil Engineers (SAE) ein weit verbreitetes Bezeichnungssystem. Kohlenstoffstähle weisen niedrige Konzentrationen an Legierungselementen auf, während legierte Stähle bewusst die folgenden Schwellenkonzentrationen (wie von AISI definiert) für jedes einzelne Element überschreiten: 1,65 % Mangan, 0,60 % Silizium oder 0,60 % Kupfer oder bestimmte Mindestmengen an Aluminium, Chrom, Kobalt, Niob, Molybdän, Nickel, Titan, Wolfram, Vanadium oder Zirkonium enthalten.
Diese Klassifizierung ist für die Beschaffung, die Qualifizierung von Schweißverfahren, die Wärmebehandlungsplanung und die Produktion von enormer Bedeutung Schmiedestücke aus legiertem Stahl . Eine Schmiede, die legierten 4340-Stahl (eine Nickel-Chrom-Molybdän-Sorte) bezieht, muss ihn in Bezug auf Vorwärmtemperaturen, Abschreckmedien und Anlasszyklen ganz anders behandeln als einfachen 1045-Kohlenstoffstahl.
| Stahl Category | Kohlenstoffgehalt | Wichtige Legierungselemente | Typische Anwendungen |
|---|---|---|---|
| Kohlenstoffarmer Stahl | 0,02 %–0,30 % | Mn, Si (geringfügig) | Blech, Draht, Strukturträger |
| Stahl mit mittlerem Kohlenstoffgehalt | 0,30 %–0,60 % | Mn, Si | Wellen, Zahnräder, Eisenbahnräder |
| Kohlenstoffreicher Stahl | 0,60 %–2,14 % | Mn, Si | Federn, Schneidwerkzeuge, Klavierdraht |
| Niedriglegierter Stahl | 0,10 %–0,50 % | Cr, Ni, Mo, V (<5 % insgesamt) | Druckbehälter, Rohrleitungen, Schmiedeteile aus legiertem Stahl |
| Hochlegierter Stahl (z. B. Edelstahl) | Variiert | Cr (>10,5 %), Ni, Mo | Lebensmittelausrüstung, medizinische Geräte, Marine |

Was jedes Legierungselement tatsächlich mit Stahl macht
Um zu verstehen, warum Stahl so formuliert ist, wie er ist, muss man wissen, welchen Beitrag jedes Element leistet. Dieses Wissen ist besonders relevant für Schmiedestücke aus legiertem Stahl , wobei die endgültige Mikrostruktur von der Legierungschemie im Zusammenspiel mit der Schmiedetemperatur, dem Reduktionsverhältnis und der anschließenden Wärmebehandlung abhängt.
Carbon
Das einflussreichste Element. Jede Erhöhung des Kohlenstoffgehalts um 0,10 % erhöht die Zugfestigkeit um etwa 65–70 MPa und verringert gleichzeitig die Duktilität. Kohlenstoff bildet Eisenkarbid (Fe3C, Zementit), das die Matrix härtet. Bei höheren Werten nehmen die Schweißbarkeit und die Schlagzähigkeit stark ab.
Mangan
In nahezu allen handelsüblichen Stählen mit 0,30–1,80 % vorhanden. Mangan entschwefelt die Schmelze und verhindert so Heißmangel. Es erhöht auch die Härtbarkeit – die Tiefe, bis zu der Stahl gehärtet werden kann – und ist daher in legierten Stahlsorten und schweren Schmiedestücken unverzichtbar.
Chrom
Für Härtbarkeit und Verschleißfestigkeit ab 0,50 % hinzugefügt. Bei Konzentrationen über 10,5 % bildet Chrom eine selbstheilende passive Oxidschicht, die den Edelstahl definiert. In Werkzeugstählen und Gesenkstählen sorgen Chromkarbide für eine außergewöhnliche Abriebfestigkeit. Üblich bei 52100-Lagerstahl und H13-Werkzeugstahl.
Nickel
Nickel stärkt Ferrit, ohne die Zähigkeit zu verringern, eine seltene Kombination. Es ist besonders effektiv bei Minustemperaturen, weshalb für die Flüssiggasspeicherung bei -196 °C Nickellegierungsstähle (z. B. 9 % Ni-Stahl) verwendet werden. In Legierter Stahl forgings Für Fahrwerke in der Luft- und Raumfahrt oder für Verteidigungsanwendungen ist ein Nickelgehalt von 1,8–4,0 % üblich (wie bei 4340 und 300M).
Molybdän
Selbst kleine Zusätze (0,15 %–0,30 %) verbessern die Härtbarkeit erheblich und verhindern Anlassversprödung – den Verlust der Zähigkeit, der auftritt, wenn bestimmte legierte Stähle auf 250–400 °C gehalten oder langsam abgekühlt werden. Molybdän verbessert auch die Festigkeit bei erhöhter Temperatur und ist daher in warmfesten Stählen für Energieerzeugungsanlagen unerlässlich.
Vanadium
Ein Getreideverfeinerer. Vanadiumkarbide und -nitride fixieren die Austenitkorngrenzen während der Warmumformung und Wärmebehandlung und sorgen so für eine feine Mikrostruktur. Eine feine Korngröße verbessert gleichzeitig Festigkeit und Zähigkeit – ein Kompromiss, der sonst schwer zu erreichen ist. Vanadium wird in mikrolegierten Stählen, geschmiedeten Kurbelwellen und Schnellarbeitsstählen verwendet.
Silizium
Silizium ist ein Desoxidationsmittel bei der Stahlherstellung und stärkt auch Ferrit. In Konzentrationen von 1–2 % ist es das primäre Legierungselement in Federstählen (z. B. 9260) und Elektrostählen, wo es Kernverluste durch Erhöhung des spezifischen elektrischen Widerstands reduziert. Silizium erhöht die Elastizitätsgrenze, weshalb Schraubenfedern aus legiertem Silizium-Mangan-Stahl und nicht aus reinem Kohlenstoffstahl bestehen.
Bor
Außerordentlich wirksam bei kleinen Zugaben. Bereits 0,0005–0,003 % Bor erhöhen die Härtbarkeit dramatisch, ohne andere mechanische Eigenschaften zu beeinträchtigen. Mit Bor behandelte Stähle (das Suffix „B“ in AISI-Bezeichnungen, z. B. 10B30) ermöglichen die Reduzierung teurerer Elemente wie Nickel und Molybdän, wodurch die Kosten gesenkt werden, ohne dass die Fähigkeit zur Durchhärtung beeinträchtigt wird.
Schmiedestücke aus legiertem Stahl: Warum Schmieden das richtige Verfahren für legierten Stahl ist
Nicht alle Stahlkomponenten sind gleich, selbst wenn sie aus identischer Chemie bestehen. Der Herstellungsweg – Gießen, Bearbeiten von Stangen oder Schmieden – bestimmt die innere Struktur des Teils und damit seine Leistung unter Last. Schmiedestücke aus legiertem Stahl bieten eine Reihe struktureller Vorteile, die kein anderer Prozess vollständig reproduzieren kann.
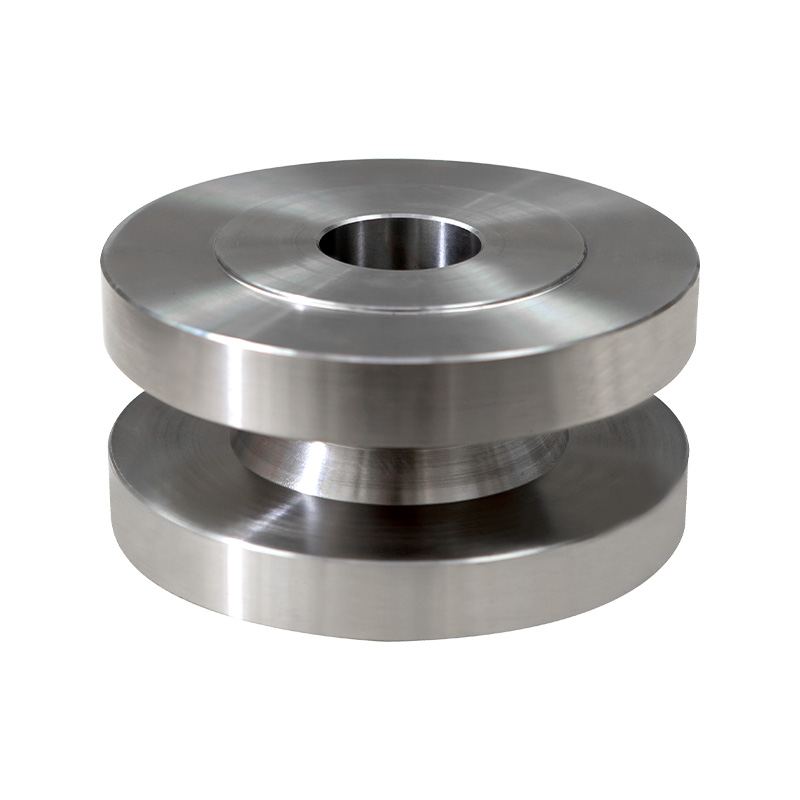
Kornfluss und Richtungsstärke
Wenn ein Barren aus legiertem Stahl geschmiedet wird, richtet die plastische Verformung die Kornstruktur des Metalls entlang der Konturen des Teils aus. Das nennt man Faserfluss oder Getreidefluss. Bei einer geschmiedeten Kurbelwelle beispielsweise verlaufen die Faserlinien durchgehend um jede Kurbelwelle und jeden Zapfen und folgen dabei der Form des Bauteils. Eine bearbeitete, aus Stangenmaterial geschnittene Kurbelwelle durchtrennt diese Faserlinien und lässt das Hirnholz an Spannungskonzentrationspunkten frei. Das Ergebnis: In veröffentlichten Ermüdungstestvergleichen (ASM Handbook, Band 14A, Metalworking: Bulk Forming) überdauern geschmiedete Kurbelwellen routinemäßig bearbeitete Äquivalente unter gleicher Ermüdungsbelastung um den Faktor 2–3x.
Beseitigung der Porosität und Gleichmäßigkeit der Dichte
Gussstahl weist eine inhärente Schrumpfporosität, Gasporen und dendritische Segregation auf, die alle zu lokalen Schwachstellen führen. Die Druckkräfte beim Schmieden kollabieren und verschweißen diese Hohlräume. Ein Barren aus legiertem 4340-Stahl, der zunächst eine messbare Porosität aufweist, erzeugt ein Schmiedestück mit nahezu null erkennbaren Hohlräumen durch Ultraschallprüfung gemäß ASTM A388-Standards. Dies ist von entscheidender Bedeutung bei druckführenden Komponenten wie Ventilkörpern, bei denen interne Leckagepfade durch Porosität nicht akzeptabel wären.
Überlegene mechanische Eigenschaften
Ein direkter Vergleich verrät es deutlich:
| Eigentum | Schmieden von legiertem Stahl 4340 (Q&T) | 4340 Gussstahl (Q&T) |
|---|---|---|
| Ultimative Zugfestigkeit | 1.034–1.172 MPa | 930–1.000 MPa |
| Streckgrenze | 862–1.000 MPa | 760–860 MPa |
| Charpy Impact (CVN) | 54–81 J bei -40 °C | 27–41 J bei -40 °C |
| Ermüdungsgrenze (R = -1) | ~586 MPa | ~448 MPa |
| Flächenreduzierung (%) | 58–65 % | 35–45 % |
Gängige Güten für Schmiedeteile aus legiertem Stahl
- 4130 (Chromoly): 0,28–0,33 % C, 0,80–1,10 % Cr, 0,15–0,25 % Mo. Wird in Flugzeugstrukturbeschlägen, Überrollkäfigen und Fahrradrahmen verwendet. Gute Schweißbarkeit für einen legierten Stahl.
- 4140: 0,38–0,43 % C, 0,80–1,10 % Cr, 0,15–0,25 % Mo. Der weltweit am häufigsten verwendete niedriglegierte Stahl. Zu den Schmiedeteilen gehören Bohrkrägen, Zahnräder, Matrizen und Befestigungselemente für Ölfelder.
- 4340: 0,38–0,43 % C, 1,65–2,00 % Ni, 0,70–0,90 % Cr, 0,20–0,30 % Mo. Einer der leistungsfähigsten legierten Baustähle. Wird für Flugzeugfahrwerke, große Kurbelwellen und Kampfmittelkomponenten verwendet, die eine sehr hohe Festigkeit bei ausreichender Zähigkeit erfordern.
- 8620: 0,18–0,23 % C, 0,40–0,70 % Ni, 0,40–0,60 % Cr, 0,15–0,25 % Mo. Ein Einsatzstahl. Anschließend werden Schmiedestücke aufgekohlt oder karbonitriert, um über einem zähen Kern eine harte, verschleißfeste Oberfläche zu erzeugen. Standard für Zahnkränze und Ritzel.
- 52100: 0,93–1,05 % C, 1,35–1,60 % Cr. Chromhaltiger Lagerstahl mit hohem Kohlenstoffgehalt. Wird fast ausschließlich in Wälzlagern eingesetzt, wo nach dem Härten eine Oberflächenhärte von 60–64 HRC erforderlich ist.
- 300 Mio.: Ein modifizierter 4340 mit zusätzlichem Silizium (1,45–1,80 %) und Vanadium. Zugfestigkeiten über 1.930 MPa sind erreichbar. Wird in kritischen Schmiedeteilen aus legiertem Stahl in der Luft- und Raumfahrt verwendet, bei denen sowohl Gewicht als auch Festigkeit im Vordergrund stehen.

Wichtige Arten von legiertem Stahl und ihre industrielle Rolle
Die breitere Kategorie der legierten Stähle umfasst mehrere unterschiedliche Unterfamilien, die jeweils für bestimmte Leistungsanforderungen entwickelt wurden. Hierbei handelt es sich nicht nur um Marketingetiketten – jede Sorte hat eine eigene Chemiephilosophie und wird unterschiedlich wärmebehandelt.
Hochfester niedriglegierter Stahl (HSLA)
HSLA-Stähle enthalten weniger als 0,35 % Kohlenstoff und geringe Zusätze von Niob, Vanadium, Titan oder Kupfer – typischerweise insgesamt weniger als 2 %. Trotz der bescheidenen Chemie werden Streckgrenzen von 350–700 MPa durch Kornfeinung und Ausscheidungshärtung statt durch Durchhärtung erreicht. HSLA-Qualitäten wie A572 Grade 50, A36 und API 5L X70 werden in Baustahl für Gebäude, Brücken und Rohrleitungen verwendet. Aufgrund ihrer Schweißbarkeit und geringeren Kosten im Vergleich zu herkömmlichen legierten Stählen waren sie seit den 1960er Jahren im Baugewerbe vorherrschend. Die World Steel Association (worldsteel.org) schätzt, dass HSLA-Stähle etwa 12 % des weltweit produzierten Stahls ausmachen.
Edelstahl
Definiert durch mindestens 10,5 % Chrom Edelstahl ist die Familie der hochlegierten Stähle mit dem höchsten Profil. Chrom reagiert mit Luftsauerstoff und bildet einen nanometerdicken Cr2O3-Film, der die Oberfläche passiviert und eine weitere Oxidation verhindert. Die Hauptqualitäten – 304, 316, 410, 17-4 PH – unterscheiden sich im Nickelgehalt, der Molybdänzugabe und dem Kohlenstoffgehalt. Austenitische Sorten (Serie 300) sind nicht magnetisch und bieten eine ausgezeichnete Korrosionsbeständigkeit; Martensitische Sorten (Serie 400) sind härtbar und werden für Besteck, chirurgische Instrumente und Schmiedestücke aus legiertem Stahl verwendet, bei denen sowohl Härte als auch Korrosionsbeständigkeit erforderlich sind.
Werkzeugstahl
Werkzeugstähle sind legierte Stähle, die zum Schneiden, Formen oder Formen anderer Materialien entwickelt wurden. Sie erreichen eine Härte von 55–68 HRC durch hohen Kohlenstoffgehalt (0,60–2,30 %) und Legierungselemente, die harte Karbide bilden. Die AISI-Klassifizierung unterteilt Werkzeugstähle in Gruppen: W (wasserhärtend), O (ölhärtend), D (Gesenkstähle), H (Warmarbeitsstähle), M (Molybdän-Hochgeschwindigkeitsstähle) und T (Wolfram-Hochgeschwindigkeitsstähle). H13, ein Warmarbeitsstahl mit 5 % Chrom, ist der Standard-Gesenkwerkstoff für Aluminium-Druckguss- und Warmschmiedegesenke. Die Schnellarbeitsstähle M2 und M4 enthalten Wolfram, Molybdän, Chrom und Vanadium, um die Härte bei Schneidtemperaturen über 600 °C beizubehalten.
Maraging-Stahl
Eine ungewöhnliche Unterfamilie: Maraging-Stähle haben einen sehr niedrigen Kohlenstoffgehalt (unter 0,03 %), enthalten aber 17–19 % Nickel sowie Kobalt, Molybdän und Titan. Sie verfestigen sich nicht durch Kohlenstoffmartensit, sondern durch die Ausfällung intermetallischer Verbindungen während der Alterung bei etwa 480 °C. Das Ergebnis sind Zugfestigkeiten von 1.400–2.400 MPa mit einer Bruchzähigkeit, die weitaus höher ist als bei Stählen mit hohem Kohlenstoffgehalt bei gleicher Festigkeit. Zu den Einsatzgebieten gehören Gehäuse für Raketenmotoren, ultrahochfeste Schmiedeteile für Flugzeuge und Präzisionswerkzeuge für die Herstellung von Verbundwerkstoffen für die Luft- und Raumfahrt.
Lagerstahl
Wälzlagerstähle, vor allem 52100 und M50, erfordern extreme Sauberkeit – gemessen in Teilen pro Million Sauerstoff und Schwefel –, da nichtmetallische Einschlüsse als Entstehungsstellen für Ermüdungsrisse im Wälzkontakt wirken. Vakuum-Lichtbogen-Umschmelzen (VAR) oder Elektroschlacken-Umschmelzen (ESR) sind gängige Produktionsverfahren. Der resultierende Stahl bietet, wenn er auf 60–64 HRC gehärtet und präzisionsgeschliffen wird, eine Wälzkontakt-Ermüdungslebensdauer, die in Milliarden von Belastungszyklen gemessen wird. Wälzlagerstähle stellen eine der anspruchsvollsten Anwendungen für die Qualitätskontrolle von legiertem Stahl dar.
Der Schmiedeprozess für legierten Stahl: Vom Knüppel zum fertigen Teil
Produzieren Schmiedestücke aus legiertem Stahl ist ein mehrstufiger Herstellungsprozess, der bei jedem Schritt eine genaue Kontrolle erfordert. Die Chemie des Stahls, das Temperaturfenster für die Verarbeitung, die verwendete Ausrüstung und die anschließende Wärmebehandlung beeinflussen alle die endgültigen Eigenschaften.
Vorratsvorbereitung
Legierter Stahl kommt in Form von Barren, Blöcken, Knüppeln oder Stangen in der Schmiede an. Bei kritischen Schmiedeteilen für die Luft- und Raumfahrt oder den Energiesektor wurde der Stahl möglicherweise durch hergestellt Vakuum-Lichtbogen-Umschmelzen (VAR) or Elektroschlacke-Umschmelzen (ESU) um Sulfideinschlüsse und Sauerstoffgehalt auf extrem niedrige Werte zu reduzieren. Das eingehende Material wird einer Ultraschallprüfung (gemäß ASTM A388 oder gleichwertig) unterzogen und muss vor Beginn der Verarbeitung die festgelegten Chemie- und Reinheitsanforderungen erfüllen.
Erhitzen auf Schmiedetemperatur
Legierte Stähle haben bestimmte Schmiedetemperaturbereiche. Für 4140 beträgt der Schmiedebereich typischerweise 1.177 °C bis 982 °C (2.150 °F bis 1.800 °F) . In gasbefeuerten oder elektrischen Widerstandsöfen muss die Erwärmung langsam und gleichmäßig erfolgen, um Temperaturgradienten zu vermeiden, die zu Rissen im Barren führen könnten. Durch die Einweichzeit wird sichergestellt, dass der Knüppel über seinen gesamten Querschnitt eine gleichmäßige Temperatur hat – entscheidend für Schmiedestücke mit großem Durchmesser über 300 mm, bei denen die Temperaturdiffusivität die schnelle Erwärmung des Kerns begrenzt.
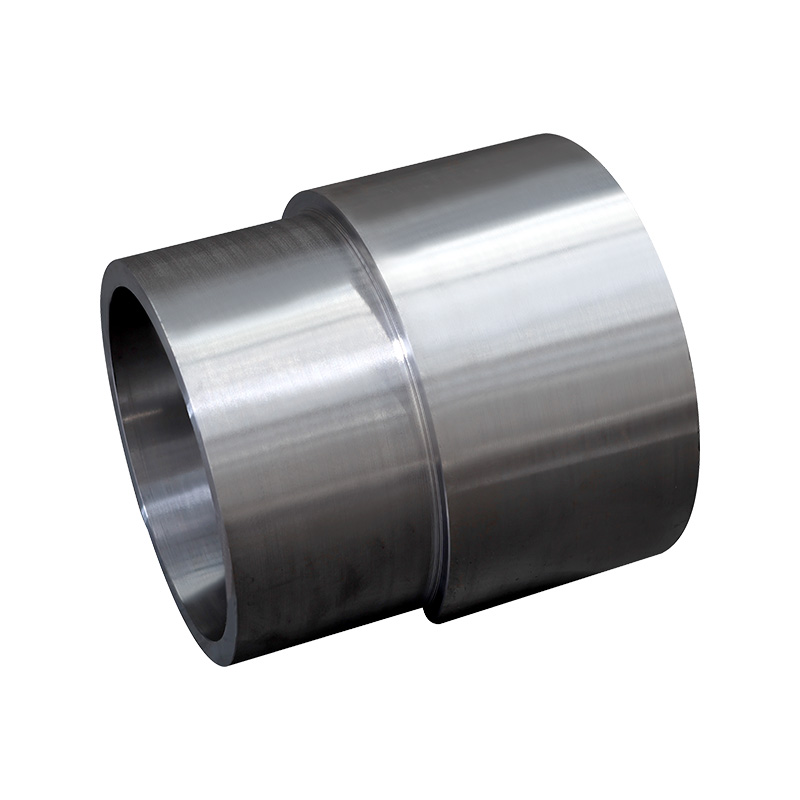
Schmiedebetrieb
Abhängig von der Teilegeometrie und dem Produktionsvolumen kann das Schmieden auf einem Hammer (Schwerkraftfall, pneumatisch oder Gegenschlag), einer mechanischen Presse, einer hydraulischen Presse oder einem Ringwalzwerk durchgeführt werden. Freiformschmieden Formt den Knüppel zwischen flachen oder konturierten Matrizen und baut den Kornfluss schrittweise auf – wird für große Wellen, Scheiben und kundenspezifische Formen verwendet. Gesenkschmieden im geschlossenen Gesenk Presst den heißen Barren in passende Formhohlräume und produziert nahezu endkonturnahe Teile mit hervorragender Maßhaltigkeit und Oberflächengüte.
Kontrollierte Kühlung
Nach dem Schmieden müssen Komponenten aus legiertem Stahl kontrolliert abgekühlt werden, um Risse (aufgrund von Wärmegradienten) und die Bildung von hartem, sprödem Martensit zu verhindern. Große Schmiedestücke aus legiertem Stahl werden häufig in isolierten Kästen oder Gruben untergebracht, im Sand vergraben oder in Öfen langsam abgekühlt. Dieser Glüh- oder Normalisierungsschritt homogenisiert auch die Mikrostruktur und baut Schmiedespannungen ab, wodurch das Teil für die anschließende Wärmebehandlung oder Bearbeitung vorbereitet wird.
Wärmebehandlung: Abschrecken und Anlassen
Die meisten Schmiedeteile aus legiertem Stahl, die für den strukturellen Einsatz bestimmt sind, erhalten eine Abschrecken und Tempern (Q&T) Wärmebehandlung. Das Schmiedestück wird austenitisiert – beispielsweise für 4140 auf 845–899 °C erhitzt – und dann schnell in Öl, Wasser oder Polymer abgeschreckt, um Martensit zu bilden. Anschließend wird der Martensit angelassen (erneut auf 150–650 °C erhitzt), um die Duktilität und Zähigkeit wiederherzustellen und gleichzeitig den größten Teil der gewonnenen Härte beizubehalten. Die Anlasstemperatur ist der wichtigste Hebel für das Gleichgewicht zwischen Festigkeit und Zähigkeit: niedrigere Anlasstemperaturen führen zu höherer Festigkeit; Höhere Temperaturen verringern die Festigkeit, verbessern jedoch die Schlagzähigkeit.
Inspektion und Prüfung
Fertige Schmiedestücke aus legiertem Stahl werden vor der Auslieferung einer Maßkontrolle, mechanischen Tests (Zugfestigkeit, Härte, Charpy-Schlagzähigkeit) und einer zerstörungsfreien Prüfung (NDE) unterzogen. Die Ultraschallprüfung (UT) erkennt interne Defekte; Die Magnetpulverinspektion (MPI) deckt oberflächliche und oberflächennahe Risse auf. Bei Schmiedeteilen für die Luft- und Raumfahrt können zusätzliche Anforderungen die Eindringprüfung, die Überprüfung der chemischen Analyse und die Überprüfung der Wärmebehandlungsaufzeichnungen umfassen. Akzeptanzkriterien werden durch Kundenspezifikationen oder Industriestandards wie AMS, ASTM oder EN definiert.
Branchen, die auf Schmiedeteile aus legiertem Stahl angewiesen sind
Die Kombination aus überlegenen mechanischen Eigenschaften, gleichmäßiger Dichte und Designflexibilität macht es möglich Schmiedestücke aus legiertem Stahl die Herstellungsmethode der Wahl in praktisch jedem Schwerlastindustriebereich. Im Folgenden wird genauer erläutert, wo diese Komponenten vorkommen und warum Schmiedeteile speziell spezifiziert werden.
Luft- und Raumfahrt
Fahrwerke, Triebwerkswellen, Turbinenscheiben, Flügelbefestigungsbeschläge und Strukturhalterungen in Flugzeugen werden routinemäßig als Schmiedeteile aus legiertem Stahl in den Güten 4340, 300M oder 17-4 PH rostfrei spezifiziert. Die Kombination aus hoher spezifischer Festigkeit (Festigkeits-Gewichts-Verhältnis) und Bruchzähigkeit ist bei flugkritischen Bauteilen nicht verhandelbar. Das 737-Fahrwerk von Boeing verwendet beispielsweise 300M-Schmiedeteile aus legiertem Stahl für die Hauptzylinder der Oleo-Federbeine.
Automotive
Kurbelwellen, Pleuel, Nockenwellen, Achsschenkel, Radnaben, Getriebe und Gleichlaufgelenkkomponenten sind wichtige Schmiedeteile aus legiertem Stahl für die Automobilindustrie. Eine typische Kurbelwelle eines 4-Zylinder-Motors, die aus modifiziertem 1045- oder 4140-Stahl geschmiedet ist, wiegt 9–14 kg und muss über die gesamte Lebensdauer des Fahrzeugs Torsionsermüdungsbelastungen standhalten. Der weltweite Automobilschmiedemarkt wurde im Jahr 2022 auf etwa 74,4 Milliarden US-Dollar geschätzt (Quelle: Grand View Research, 2023) und wächst parallel zu den Fahrzeugproduktionsraten weiter.
Öl und Gas
Bohrmanschetten, Stabilisatoren, Drehschulter-Werkzeugverbindungen, Bohrlochkopfflansche und Hochdruckventilkörper im Öl- und Gassektor werden aus Schmiedeteilen aus legiertem Stahl, hauptsächlich 4140, 4145H und 4340, hergestellt. Die Spezifikationen API 7-1 und API 6A des American Petroleum Institute (API) regeln die Material- und Inspektionsanforderungen für diese Komponenten, die Bohrlochdrücken von mehr als 138 MPa (20.000 psi) standhalten müssen. in einigen Anwendungen.
Stromerzeugung
Dampfturbinenrotoren, Generatorwellen und Druckbehälterdüsen in Wärme- und Kernkraftwerken gehören zu den größten hergestellten Schmiedestücken aus legiertem Stahl. Ein einzelner geschmiedeter Dampfturbinenrotor kann über 100 Tonnen wiegen und vom Barren bis zum fertig bearbeiteten Bauteil eine monatelange Bearbeitungszeit erfordern. Güten wie 26NiCrMoV14-5 (Cr-Mo-V-legierte Stähle) werden für den Einsatz bei erhöhten Temperaturen verwendet, wo die Kriechfestigkeit bei 500–580 °C ebenso wichtig ist wie die Zugeigenschaften bei Raumtemperatur.
Verteidigung und Ordnung
Panzerketten, Artillerie-Verschlüsse, Geschützrohre, Panzerplatten und Schmiedeteile für Raketenflugzeuge basieren alle auf Schmiedeteilen aus legiertem Stahl. Militärische Spezifikationen (MIL-SPEC) und Verteidigungsstandards (DEF STAN) schreiben die Chemie, mechanischen Eigenschaften und Testanforderungen vor. Die Sorte 4340 wird für Panzerkettenräder und Antriebsräder verwendet, während H-11-Werkzeugstahl (5 % Cr-Heißarbeitssorte) aufgrund seiner Kombination aus hoher Härte, thermischer Stabilität und Beständigkeit gegen Erosion durch Treibgase für Waffenläufe verwendet wird.
Legierter Stahl vs. Kohlenstoffstahl vs. Edelstahl: Auswahl des richtigen Materials
Bei der Materialauswahl für eine Schmiedekomponente geht es darum, Leistungsanforderungen gegen Kosten, Verfügbarkeit und Herstellbarkeit abzuwägen. Hier finden Sie einen direkten Vergleich der drei gängigsten Baustahlfamilien, um Ingenieuren und Käufern eine fundierte Entscheidung zu erleichtern.
- Zugfestigkeit: 600–2.000 MPa je nach Sorte und Wärmebehandlung
- Hervorragende Härtbarkeit durch Querschnitte; Geeignet für große Schmiedeteile
- Gute bis ausgezeichnete Schlagzähigkeit, insbesondere mit Ni-Zusatz
- Erfordert in korrosiven Umgebungen eine Schutzbeschichtung oder -beschichtung
- Kosten: moderat bis hoch, je nach Legierungsgehalt
- Geeignet für: Luft- und Raumfahrt, Verteidigung, Ölfeldwerkzeuge, Automobilantriebsstrang, Energieerzeugung
- Zugfestigkeit: 400–900 MPa; begrenzt durch Härtbarkeit in großen Abschnitten
- Bei Abschnittsgrößen über ~50 mm Durchmesser nimmt die Härtbarkeit schnell ab
- Gute Zähigkeit bei niedrigem bis mittlerem Kohlenstoffgehalt; spröde bei hohem Kohlenstoffgehalt
- Vorbehaltlich Rost; erfordert einen Oberflächenschutz
- Kosten: niedrigste unter den Baustählen
- Am besten geeignet für: allgemeine Maschinen, Handwerkzeuge, unkritische Strukturteile
- Zugfestigkeit: 500–1.700 MPa (ausscheidungshärtende Sorten)
- Ausgezeichnete Korrosionsbeständigkeit der Legierung; keine Beschichtung erforderlich
- Austenitische Sorten bleiben gegenüber kryogenen Temperaturen beständig
- Höhere Rohstoffkosten (Nickel- und Chromgehalt)
- Schwieriger zu bearbeiten und zu schmieden als Kohlenstoff- oder niedriglegierte Sorten
- Am besten geeignet für: Lebensmittelverarbeitung, Medizin, Marine, chemische Anlagenkomponenten
Die Entscheidung zwischen diesen Materialfamilien hängt normalerweise davon ab Kombination aus erforderlichem Festigkeitsniveau, Abschnittsgröße, Korrosionsumgebung und Budget . Beispielsweise würde eine Unterwasser-Riser-Klemme in einer Salzwasserumgebung auf ein Duplex-Edelstahl-Schmiedestück hindeuten, während eine Hochleistungsbohrstange für den Bergbau, die in einer nicht korrodierenden Umgebung betrieben wird, für ein Schmiedestück aus legiertem 4140-Stahl zu wesentlich geringeren Kosten spezifiziert wäre.
Wärmebehandlung von Schmiedestücken aus legiertem Stahl: Erschließung des gesamten Eigenschaftsbereichs
Einer der entscheidenden Vorteile von Schmiedestücken aus legiertem Stahl gegenüber konkurrierenden Materialien ist die Breite der durch Wärmebehandlung erreichbaren Eigenschaften. Das gleiche Schmiedestück aus legiertem 4140-Stahl kann je nach Wärmebehandlungszyklus Zugfestigkeiten von 620 MPa (stark angelassen, maximale Duktilität) bis über 1.380 MPa (minimal angelassen, hohe Härte) liefern. In diesem Abschnitt werden die primären Wärmebehandlungswege und ihre Auswirkung auf die Endeigenschaften erläutert.
Normalisieren
Beim Normalisieren wird das Schmiedestück auf 40–55 °C über der oberen kritischen Temperatur (Ac3) erhitzt, bis zur vollständigen Austenitisierung gehalten und dann an der Luft abgekühlt. Der Zweck besteht darin, die Kornstruktur nach der Warmumformung zu verfeinern und zu homogenisieren. Schmiedestücke aus normalisiertem legiertem Stahl weisen im gesamten Abschnitt konsistente mechanische Eigenschaften auf – wichtig, wenn ein großes Schmiedestück vor der endgültigen Wärmebehandlung umfassend bearbeitet werden muss. Das Normalisieren wird auch als vorbereitender Schritt vor dem Vergütungs- oder Einsatzhärten eingesetzt.
Glühen
Durch vollständiges Glühen – Austenitisieren und anschließendes Abkühlen im Ofen mit 10–30 °C pro Stunde – entsteht der weichste und duktileste Zustand bei legiertem Stahl. Härtewerte von 150–200 HB sind typisch für geglühten 4140. Schmiedeteile werden geglüht, wenn vor der Endwärmebehandlung maximale Bearbeitbarkeit erforderlich ist oder wenn zwischen mehreren Bearbeitungsvorgängen eine Spannungsentlastung erforderlich ist.
Abschrecken und Tempern (Q&T)
Die gebräuchlichste Wärmebehandlung für strukturelle Schmiedestücke aus legiertem Stahl . Das austenitisierte Schmiedestück wird schnell abgeschreckt (in Öl für die meisten legierten Stähle, in Wasser oder Polymer für niedriger legierte Sorten), um eine martensitische Mikrostruktur zu erzeugen, und dann auf das erforderliche Härte-/Zähigkeitsgleichgewicht angelassen. Das Verhältnis ist umgekehrt: Höhere Anlasstemperaturen verringern die Härte, erhöhen aber die Charpy-Schlagzähigkeit. Ein bei 200 °C angelassenes Schmiedestück aus legiertem 4340-Stahl erreicht eine Zugfestigkeit von nahezu 1.930 MPa mit CVN-Schlagzähigkeitswerten von ~14 J; Bei 600 °C getempert sinkt die Zugfestigkeit auf ~1.035 MPa, aber der CVN-Wert steigt auf ~81 J (ASM Handbook, Bd. 4, Wärmebehandlung).
Einsatzhärten (Aufkohlen und Karbonitrieren)
Legierungsstähle mit niedrigem Kohlenstoffgehalt wie 8620, 9310 und 4320 werden absichtlich mit einem Kernkohlenstoffgehalt entwickelt, der zu niedrig ist, um signifikant gehärtet zu werden, aber mit Legierungselementen, die die Härtbarkeit des aufgekohlten Gehäuses erhöhen. Nach dem Schmieden und Bearbeiten wird das Teil in einer kohlenstoffreichen Atmosphäre auf 900–955 °C erhitzt, um Kohlenstoff bis zu einer kontrollierten Tiefe (typischerweise 0,5–2,5 mm) in die Oberfläche zu diffundieren, und dann abgeschreckt. Das Ergebnis ist eine harte, verschleißfeste Oberfläche (58–64 HRC) über einem zähen, schlagfesten Kern – genau die Kombination, die für Zahnradzähne und Nockennocken erforderlich ist.
Stressabbauend
Nach der Bearbeitung oder dem Schweißen können Schmiedestücke aus legiertem Stahl bei Temperaturen unter Ac1 (typischerweise 550 °C–650 °C für legierte Stähle) spannungsarm geglüht werden, um Eigenspannungen zu reduzieren, ohne die Härte oder Festigkeit wesentlich zu verändern. Dieser Schritt verhindert Verformungen während der Präzisionsbearbeitung, verbessert die Dimensionsstabilität und verringert das Risiko von Spannungsrisskorrosion im Betrieb.
Qualitätskontrolle bei Schmiedestücken aus legiertem Stahl: Prüfmethoden und Standards
Die Qualität von Schmiedestücke aus legiertem Stahl wird nicht vorausgesetzt – sie wird durch ein systematisches Test- und Inspektionsprogramm überprüft, das beim eingehenden Rohmaterial beginnt und bis zur endgültigen Lieferung andauert. Nachfolgend sind die wichtigsten Methoden aufgeführt, die in der modernen Qualitätskontrolle von Schmiedestücken zum Einsatz kommen.
Durch optische Emissionsspektrometrie (OES) oder Röntgenfluoreszenz (XRF) wird überprüft, ob die Wärmechemie mit der angegebenen Qualität übereinstimmt. In den meisten Materialspezifikationen sind sowohl eine Pfannenanalyse als auch eine Produktanalyse (beim Schmieden selbst) erforderlich. Besonders besorgniserregend sind Kohlenstoff, Schwefel und Phosphor: Schwefel über 0,030 % verschlechtert die Querzähigkeit; Phosphor über 0,035 % fördert die Versprödung.
Die Rockwell- (HRC), Brinell- (HB) oder Vickers- (HV) Härte wird an bestimmten Stellen des Schmiedestücks gemessen. Bei durchgehärteten Bauteilen bestätigt ein Härteverlauf von der Oberfläche zum Kern (Endabschreckungsdaten nach Jominy) eine ausreichende Härtbarkeit. Die Härte ist der wirtschaftlichste Indikator für die Zugfestigkeit wärmebehandelter Stähle.
Gemäß ASTM A370 werden Zugproben aus einer Verlängerung (Verlängerung) des Schmiedestücks oder aus einem separat geschmiedeten Prüfring unter denselben Wärmebehandlungsbedingungen hergestellt. Höchstzugfestigkeit, 0,2 %-Dehngrenze, Dehnung und Flächenverringerung werden angegeben und müssen den angegebenen Mindestwerten entsprechen.
Charpy-Proben mit V-Kerbe (10 × 10 × 55 mm gemäß ASTM E23) werden bei bestimmten Temperaturen gebrochen, um die Schlagzähigkeit zu messen. Für kritische Anwendungen wie Druckbehälterschmiedeteile gemäß ASME Abschnitt VIII sind Schlagprüfungen bei -40 °C Routine. Der minimale durchschnittliche Bedarf an absorbierter Energie liegt typischerweise zwischen 27 J und 68 J, abhängig von der Schwere der Anwendung.
Durch das Schmiedestück werden hochfrequente Schallwellen (1–10 MHz) übertragen; Reflexionen von internen Defekten erscheinen als Hinweise auf der A-Bild-Anzeige. ASTM A388 ist die Standardmethode für die Ultraschallprüfung von Stahlschmiedeteilen. Akzeptanzkriterien geben die maximal zulässige Anzeigegröße und -häufigkeit an. UT ist besonders wichtig für die Erkennung von inneren Nähten, Überlappungen und Porositäten, die von der Oberfläche aus nicht sichtbar sind.
MPI wird bei ferritischen und martensitischen legierten Stählen eingesetzt und erkennt Oberflächen- und oberflächennahe Diskontinuitäten durch Anlegen eines Magnetfelds und von Eisenoxidpartikeln. Risse, Nähte und Überlappungen, die sich mit der Oberfläche überschneiden oder dieser nahe kommen, ziehen die Partikel an und bilden sichtbare Anzeichen. ASTM E709 regelt den MPI von Stahlschmiedeteilen. Dieser Test ist für die meisten kritischen Schmiedeteile aus legiertem Stahl in Luft- und Raumfahrt- und Verteidigungsanwendungen obligatorisch.
Globaler Markt und zukünftige Trends bei legiertem Stahl und Schmiedeteilen
Die Märkte für legierten Stahl und Schmiedeteile sind groß, global und entwickeln sich als Reaktion auf die Elektrifizierung, Nachhaltigkeitszwänge und neue industrielle Anforderungen weiter.
Weltweite Rohstahlproduktion erreicht 1.888 Millionen Tonnen im Jahr 2022 (Quelle: World Steel Association, worldsteel.org). Ein erheblicher und wachsender Anteil davon sind Legierungs- und Spezialqualitäten. Der weltweite Markt für geschmiedete Komponenten wurde auf ca. geschätzt 91,4 Milliarden US-Dollar im Jahr 2022 , mit Prognosen von über 130 Milliarden US-Dollar bis 2030 (Grand View Research, 2023), hauptsächlich angetrieben durch das Wachstum in den Bereichen Automobil, Luft- und Raumfahrt und erneuerbare Energien.
Mehrere Trends verändern die Nachfrage Schmiedestücke aus legiertem Stahl :
- Elektrofahrzeuge (EVs): Obwohl bei Elektroantriebssträngen die Kurbelwelle des Motors wegfällt, werden neue geschmiedete Komponenten eingeführt: Motorwellen, Untersetzungsgetriebebaugruppen, Batteriegehäuserahmen und Achsschenkel für schwerere batteriebetriebene Plattformen. Der Schmiedegehalt pro Elektrofahrzeug ist mit dem von Fahrzeugen mit Verbrennungsmotor vergleichbar oder kann diesen übertreffen, nur in Bezug auf andere Komponenten.
- Erneuerbare Energie: Offshore-Windkraftanlagen erfordern große Schmiedeteile aus legiertem Stahl für Hauptwellen, Planetenträger, Zahnkränze und Turmflansche. Eine einzelne 15-MW-Offshore-Windkraftanlage kann in ihrem Antriebsstrang und ihren strukturellen Verbindungen über 50 Tonnen geschmiedeten legierten Stahl enthalten.
- Wasserstoffwirtschaft: Die Speicherung und Verteilung von Wasserstoff unter hohem Druck erfordert sehr saubere Schmiedeteile aus legiertem Stahl mit geringer Wasserstoffversprödung. Es werden neue Qualitäten mit Beständigkeit gegen wasserstoffinduziertes Cracken bei Drücken über 700 bar entwickelt.
- Fortschrittliche Fertigung: Simulationssoftware (FEA für Schmiedeprozessmodellierung, DEFORM, Simufact) ermöglicht es Schmiedeingenieuren, Gesenkdesign und Prozessparameter virtuell zu optimieren, wodurch Versuch und Irrtum reduziert und die Materialausnutzung verbessert werden. Kornfluss- und Mikrostrukturvorhersagen gehören heute in Premium-Schmiedebetrieben zur Routine.
- Hybridansätze der additiven Fertigung: Einige Schmiedebetriebe erforschen Hybridverfahren, bei denen endkonturnah geschmiedete Vorformen durch gezielte Energieabscheidung (Directed Energy Deposition, DED) fertiggestellt werden, um dünnwandige Merkmale hinzuzufügen und so den Bearbeitungsabfall bei komplexen Komponenten aus legiertem Stahl zu reduzieren.













