英语
英语 德语
德语 阿拉伯语
阿拉伯语Inhalt
- 1 Was Stahlschmieden eigentlich ist – und wie es funktioniert
- 2 Auswahl der richtigen Stahlsorte vor dem Schmieden
- 3 Erhitzen des Stahls: Ofentypen, Temperaturkontrolle und Einweichzeit
- 4 Die wichtigsten Stahlschmiedemethoden im Vergleich
- 5 Gesenkdesign für das Stahlschmieden: Grat, Formschräge und Verrundungen
- 6 Schmiedeausrüstung: Hämmer vs. Pressen vs. Stauchmaschinen
- 7 Wärmebehandlung nach dem Schmieden: Normalisieren, Abschrecken und Anlassen
- 8 Häufige Fehler beim Schmieden von Stahl und wie sie auftreten
- 9 Inspektions- und Qualitätsstandards für geschmiedete Stahlteile
- 10 Vergleich von geschmiedetem Stahl mit gegossenem und bearbeitetem Stahl
- 11 Schlüsselindustrien, die auf das Schmieden von Stahl angewiesen sind
- 12 Praktische Überlegungen bei der Beschaffung von Stahlschmiedeteilen
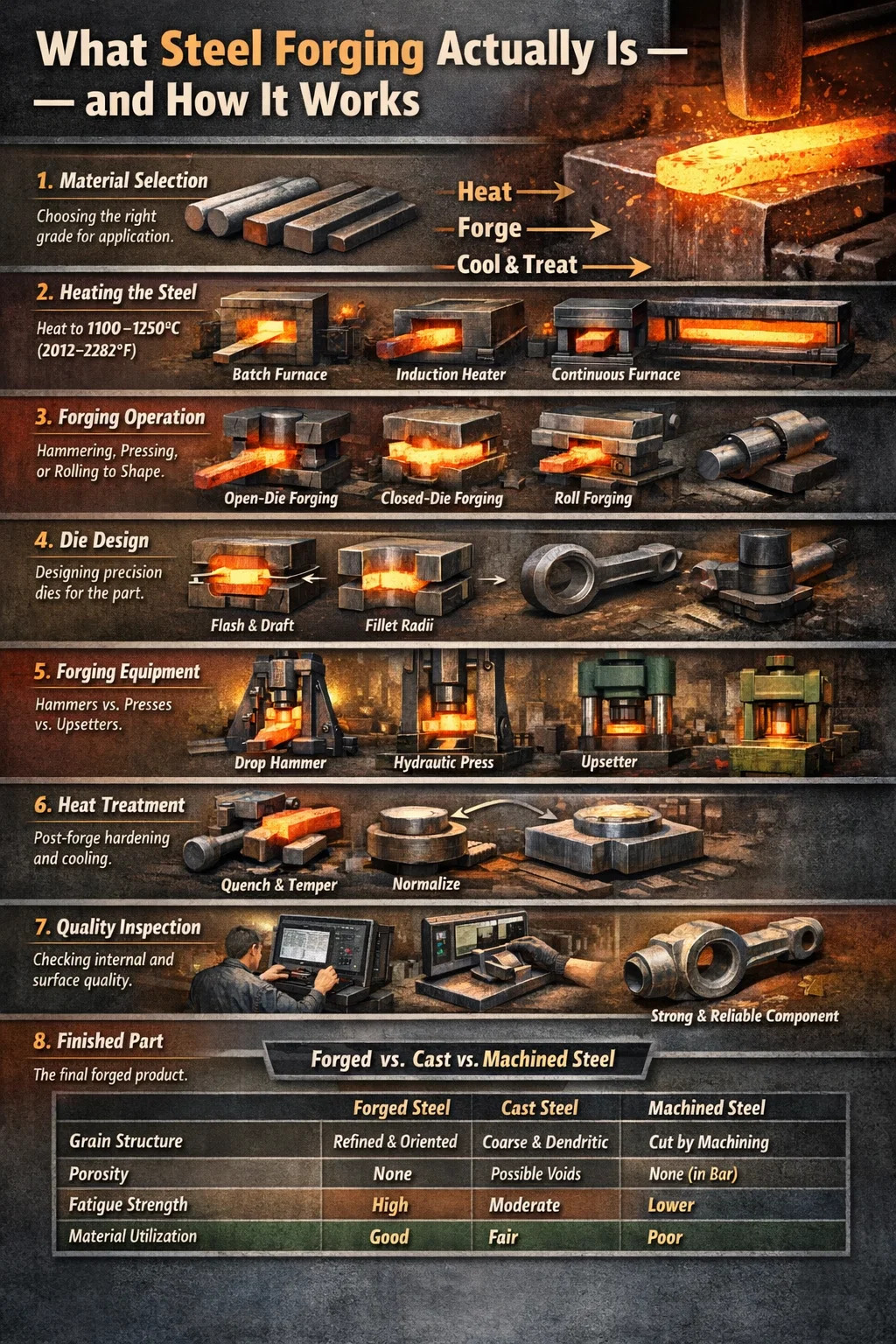
Was Stahlschmieden eigentlich ist – und wie es funktioniert
Stahlschmieden ist der Prozess, bei dem Stahl durch Aufbringen einer Druckkraft – entweder durch Hämmern, Pressen oder Walzen – geformt wird, während das Metall auf eine Temperatur dazwischen erhitzt wird 1.100 °C und 1.250 °C (2.012 °F bis 2.282 °F) . In diesem Bereich wird Stahl plastisch genug, um sich zu verformen, ohne zu reißen, behält jedoch die Kornstruktur bei, die den geschmiedeten Teilen ihre überlegene mechanische Festigkeit verleiht. Das Ergebnis ist eine Komponente, die strukturell dichter, zäher und ermüdungsbeständiger ist als alles, was aus Stangenmaterial gegossen oder bearbeitet wird.
Die kurze Antwort auf die Frage, wie man Stahl schmiedet: Erhitzen Sie das Werkstück auf die richtige Schmiedetemperatur, legen Sie es unter einen Hammer oder eine Presse, wenden Sie kontrollierte Kraft an, um es in die gewünschte Geometrie zu bringen, und folgen Sie dann einem vorgeschriebenen Abkühl- oder Wärmebehandlungszyklus, um die mechanischen Eigenschaften zu fixieren. Jede Variable – Temperatur, Kraft, Formgeometrie, Verformungsrate und Abkühlgeschwindigkeit – bestimmt die endgültige Qualität des Teils.
In diesem Artikel wird der gesamte Stahlschmiedeprozess in der Reihenfolge beschrieben, in der ein Metallurge oder Produktionsingenieur vorgehen würde: Materialauswahl, Erwärmung, der Schmiedevorgang selbst, Überlegungen zum Gesenkdesign, Nachbehandlung nach dem Schmieden, Qualitätsprüfung und die praktischen Unterschiede zwischen den Schmiedemethoden. Unabhängig davon, ob Sie Schmiedekomponenten beschaffen oder eine Schmiedelinie einrichten, konzentriert sich jeder Abschnitt hier auf umsetzbares, spezifisches Wissen und nicht auf Allgemeingültigkeiten.
Auswahl der richtigen Stahlsorte vor dem Schmieden
Nicht jede Stahlsorte reagiert auf das Schmieden gleich. Kohlenstoffgehalt, Legierungszusätze und Reinheit der Schmelze beeinflussen alle, wie sich ein Stahl unter dem Hammer verhält und welche Eigenschaften anschließend realistischerweise erreicht werden können. Die Auswahl der falschen Sorte verschwendet Energie, verkürzt die Lebensdauer der Matrize und führt zu Teilen, die im Betrieb versagen.
Stähle mit niedrigem Kohlenstoffgehalt (0,05 %–0,30 % C)
Dies sind die am einfachsten zu fälschenden Qualitäten. Sie haben ein breites Schmiedetemperaturfenster, eine geringe Fließspannung und ein minimales Rissrisiko. Güten wie AISI 1018 und 1020 werden häufig für strukturelle Halterungen, Wellen und landwirtschaftliche Komponenten verwendet, bei denen die Zähigkeit wichtiger ist als die Härte. Die Einschränkung besteht darin, dass sie durch Wärmebehandlung nicht auf ein hohes Maß gehärtet werden können – die Zugfestigkeit liegt normalerweise bei etwa dem Höchstwert 550 MPa im normalisierten Zustand.
Stähle mit mittlerem Kohlenstoffgehalt (0,30 %–0,60 % C)
Die Arbeitspferde der Stahlschmiedeindustrie. Güten wie AISI 1040, 1045 und 4140 (eine Chrom-Molybdän-Legierung) decken die meisten Anwendungen in den Bereichen Automobil, Öl und Gas sowie Schwermaschinen ab. Nach dem Abschrecken und Anlassen liefert 4140 routinemäßig Zugfestigkeiten von 900–1.100 MPa mit guter Duktilität. Das Schmiedefenster ist enger als bei Sorten mit niedrigem Kohlenstoffgehalt – typischerweise 1.100–1.230 °C – und das Risiko von Abschreckrissen steigt, daher müssen Abschnittsgröße und Abkühlgeschwindigkeit sorgfältig gesteuert werden.
Kohlenstoffreiche Stähle und Werkzeugstähle (0,60 %–1,50 % C)
Güten wie AISI 1080, 52100 (Lagerstahl) und H13-Werkzeugstahl werden häufig bei niedrigeren Temperaturen geschmiedet unter 1.100°C – und erfordern eine langsame, kontrollierte Abkühlung nach dem Schmieden, um thermische Risse zu verhindern. Hartmetallnetzwerke müssen beim Schmieden aufgebrochen und neu verteilt werden, um eine gleichmäßige Härte in fertigen Werkzeugen oder Lagern zu erreichen. Diese Qualitäten erfordern erfahrene Bediener und eine genaue Kontrolle des Pyrometers.
Rostfreie und hitzebeständige Stähle
Austenitische Edelstahlsorten (304, 316) weisen hohe Kaltverfestigungsraten auf, was bedeutet, dass die Schmiedelasten deutlich höher sind als bei reinem Kohlenstoffstahl. Martensitische Sorten (410, 420) lassen sich leichter schmieden, erfordern jedoch ein sorgfältiges Glühen zwischen den Schmiededurchgängen. Ausscheidungshärtende Sorten wie 17-4 PH werden geschmiedet 1.065 °C–1.175 °C und dann gealtert, um ihre endgültigen Eigenschaften zu entwickeln – ein zweistufiger Wärmezyklus, der genau eingehalten werden muss.
| Stahlsorte | Kohlenstoffgehalt | Schmiedetemperaturbereich | Typische Anwendung | Maximale Zugfestigkeit (Q&T) |
|---|---|---|---|---|
| AISI 1020 | 0,18–0,23 % | 1.150–1.280 °C | Strukturhalterungen, Wellen | ~550 MPa |
| AISI 4140 | 0,38–0,43 % | 1.100–1.230 °C | Kurbelwellen, Flansche, Zahnräder | 1.000–1.100 MPa |
| AISI 52100 | 0,98–1,10 % | 1.040–1.120 °C | Lagerringe, Laufringe | 2.000 MPa (gehärtet) |
| AISI H13 | 0,32–0,45 % | 1.065–1.175 °C | Warmarbeitswerkzeuge, Matrizen | 1.200–1.650 MPa |
| AISI 316 SS | ≤0,08 % | 1.100–1.260 °C | Ventile, Armaturen, Schiffsteile | ~620 MPa (geglüht) |
Erhitzen des Stahls: Ofentypen, Temperaturkontrolle und Einweichzeit
Die meisten Schmiedefehler entstehen durch Erhitzen. Überhitzung führt zu einer Kornvergröberung und einem beginnenden Schmelzen an den Korngrenzen – ein Zustand, der als „Verbrennen“ bezeichnet wird und irreversibel ist. Eine Unterhitzung lässt den Kern kalt, erhöht die Fließspannung und fördert die Rissbildung während der Verformung. Es ist nicht optional, den Ofen richtig zu machen.
Ofentypen, die beim Stahlschmieden verwendet werden
- Kammeröfen — geeignet für die Produktion kleiner Stückzahlen und großer Knüppel. Der Stahl wird geladen, die Tür geschlossen und die gesamte Ladung auf Temperatur erhitzt. Gute Temperaturgleichmäßigkeit, aber langsamer Durchsatz.
- Durchlauföfen (Drehherd- oder Stoßöfen). — Die Knüppel bewegen sich durch Zonen mit steigender Temperatur. Üblich in großvolumigen Schmiedelinien, in denen Pleuelstangen, Achskörper und ähnliche Teile für die Automobilindustrie mit einer Geschwindigkeit von mehr als 500 Stück pro Stunde hergestellt werden.
- Induktionsheizungen — Elektromagnetische Spulen erhitzen den Barren in Sekunden statt Minuten. Die Temperaturgleichmäßigkeit ist bei runden Knüppeln hervorragend, die Energieeffizienz ist hoch (bis zu 90 % gegenüber 40–50 % bei Gasöfen) und die Zunderbildung ist minimal. Weit verbreitet beim Präzisions-Gesenkschmieden.
- Salzbadöfen – wird für kleine, komplexe Werkzeugstahlkomponenten verwendet, die eine gleichmäßige Erwärmung ohne Oxidation erfordern. Beim Massivschmieden seltener, aber entscheidend für hochwertige Präzisionsteile.
Einweichzeit und Durchwärmung
Ein Knüppel mit der richtigen Oberflächenfarbe kann noch einen kalten Kern haben. Die allgemeine Faustregel in der industriellen Schmiedepraxis lautet 1 Stunde Einweichzeit pro 25 mm Querschnitt für Kohlenstoff- und legierte Stähle in einem gasbefeuerten Ofen. Für einen Knüppel mit 200 mm Durchmesser bedeutet das, dass er mindestens 8 Stunden auf Temperatur bleiben muss, bevor er sicher geschmiedet werden kann. Durch Induktionserwärmung entfällt ein Großteil dieser Wartezeit, erfordert jedoch eine präzise Leistungs- und Frequenzanpassung an den Knüppeldurchmesser.
In Öfen mit offener Atmosphäre ist die Bildung von Kesselstein während des Erhitzens unvermeidbar. Typischerweise eine dünne Oxidschicht 0,5–2 mm — bildet sich an der Oberfläche und muss vor oder während des ersten Schmiedeschlags durch Entzunderung (Strahlen, Wasserstrahlen oder Gesenkabdruck) entfernt werden. Unter der Formoberfläche eingeschlossener Zunder führt zu Lochfraß und Formschäden.
Temperaturmessung
Erfahrene Schmiede beurteilten die Temperatur in der Vergangenheit anhand der Farbe – leuchtendes Gelb-Weiß entspricht ungefähr 1.200–1.300 °C und Orange-Gelb 1.000–1.100 °C. In der modernen Schmiedeproduktion liefern optische Pyrometer und Infrarotsensoren kontinuierliche, berührungslose Temperaturmessungen mit hoher Genauigkeit ±5°C . In die Ofenwände eingebettete Thermoelemente überwachen die Umgebungstemperatur, während optische Pyrometer die Oberfläche des Knüppels beim Austritt aus dem Ofen messen. Bei kritischen Schmiedeteilen für die Luft- und Raumfahrt oder Verteidigung werden Thermoelementuntersuchungen protokolliert und als Teil der Qualitätsaufzeichnung aufbewahrt.
Die wichtigsten Stahlschmiedemethoden im Vergleich
Das Schmieden von Stahl ist kein einzelner Prozess – es umfasst mehrere unterschiedliche Methoden, die jeweils für unterschiedliche Teilegeometrien, Produktionsmengen und Toleranzanforderungen geeignet sind. Das Verständnis der Unterschiede ist von entscheidender Bedeutung, wenn Sie einen Lieferanten auswählen oder eine Komponente für die Schmiedbarkeit entwerfen.
Freiformschmieden (Rasten, Herausziehen, Stauchen)
Beim Freiformschmieden wird der Stahl zwischen flachen oder einfach geformten Gesenken bearbeitet, die das Werkstück nicht umschließen. Der Bediener positioniert und dreht den Barren zwischen den Hammerschlägen neu, um ihn schrittweise zu formen. Diese Methode wird für große, einfache Formen – Wellen, Scheiben, Ringe und Blöcke – und für die Barrenzerkleinerung verwendet, um die grobe Kornstruktur im Gusszustand zu verfeinern.
Teile mit einem Gewicht von einigen Kilogramm bis über 300 Tonnen werden auf diese Weise hergestellt. Die Forging Industry Association schätzt, dass Freiformschmiedestücke Durchmesser von erreichen können 3 Meter oder mehr für schwere Industrieanwendungen wie Wellen von Wasserkraftturbinen und Druckbehälterköpfe von Kernreaktoren. Die Maßtoleranzen sind im Vergleich zu Arbeiten mit geschlossenem Gesenk gering – typischerweise ±3–10 mm –, so dass eine erhebliche Bearbeitungszugabe eingebaut ist.
Gesenkschmieden (Abdruckschmieden).
Dies ist die vorherrschende Stahlschmiedemethode für Präzisionskomponenten. Ober- und Untergesenk enthalten spiegelbildliche Abdrücke der gewünschten Teileform. Wenn der erhitzte Barren geschlagen oder gepresst wird, fließt Material, um den Hohlraum zu füllen, und überschüssiges Metall wird als Grat um die Trennfuge herausgedrückt. Der Blitz wird in einem separaten Arbeitsgang zugeschnitten.
Beim Gesenkschmieden werden Toleranzen von erreicht ±0,5–1,5 mm bei kritischen Abmessungen und kann nahezu endkonturnahe Teile herstellen, die nur eine minimale Nachbearbeitung erfordern. Pleuel, Kurbelwellen, Radnaben und Aufhängungskomponenten für Kraftfahrzeuge werden fast überall nach dieser Methode hergestellt. Eine typische Schmiedelinie für Automobil-Pleuelstangen läuft bei 300 Stück pro Stunde ist ein Standardmaßstab für die Massenproduktion.
Der Prozess umfasst typischerweise mehrere Matrizenstationen: Kantenbearbeitung (oder Kehlung) zur Neuverteilung des Materials, Blockierung (grobe Form), Endbearbeitung (endgültige Geometrie) und Beschneiden. Jede Station erhöht die Kosten für die Werkzeugausstattung, reduziert aber den Arbeitsaufwand in jeder nachfolgenden Phase und verbessert die Materialausnutzung.
Walzschmieden und Querkeilwalzen
Beim Walzenschmieden wird ein erhitzter Barren zwischen geformten Walzen geführt, um das Material zu verlängern und über die Länge neu zu verteilen. Es wird häufig als Vorformungsschritt vor dem Gesenkschmieden verwendet – beispielsweise zum Formen der langen, konischen Vorform für eine Pleuelstange vor dem endgültigen Abdruck. Beim Cross-Wedge-Rolling (CWR) werden zwei rotierende Matrizen mit keilförmigen Vorsprüngen verwendet, um achsensymmetrische Teile wie Kugelgelenkbolzen, Achszapfen und Ventilschäfte mit sehr hohen Geschwindigkeiten zu formen – bis zu 600 Stück pro Minute auf optimierten Linien.
Isothermes und Warmgesenkschmieden
Beim konventionellen Schmieden sind die Gesenke deutlich kühler als das Werkstück (typischerweise 200–300 °C gegenüber 1.100–1.200 °C für den Stahl). Dieser Temperaturunterschied kühlt die Oberfläche des Knüppels bei Kontakt ab, was die Fließspannung erhöht und begrenzt, wie komplex eine Form in einem Pressenhub erreicht werden kann. Beim isothermen Schmieden werden die Gesenke auf nahezu Werkstücktemperatur erhitzt, was die Abkühlung reduziert und eine sehr präzise, endformnahe Produktion komplexer Luft- und Raumfahrtkomponenten ermöglicht. Es ist teuer und langsam – in erster Linie auf Titanlegierungen und Nickel-Superlegierungen beschränkt –, aber das Prinzip wird gelegentlich auf Spezialstahlschmiedeteile für Strukturteile in der Luft- und Raumfahrt angewendet, bei denen das Materialkauf-zu-Flug-Verhältnis minimiert werden muss.
Kaltschmieden von Stahl
Kaltschmieden formt Stahl bei Raumtemperatur oder leicht erhöhten Temperaturen (unterhalb der Rekristallisationsschwelle von ca 450°C für Kohlenstoffstähle ). Das Fehlen einer Erwärmung bedeutet keine Ablagerungen, eine hervorragende Oberflächenbeschaffenheit und enge Toleranzen – Befestigungselemente, Kugelbolzen und Präzisionsstifte werden in der Regel kaltgeschmiedet. Der Kompromiss besteht in einer hohen Fließspannung und einer erheblichen Kaltverfestigung; Presslasten sind 3–5 mal höher als beim Warmschmieden des gleichen Materials, und zwischen den Umformstufen ist oft ein Zwischenglühen erforderlich, um die Duktilität wiederherzustellen.
Gesenkdesign für das Stahlschmieden: Grat, Formschräge und Verrundungen
Die Gesenkgestaltung ist einer der technisch anspruchsvollsten Aspekte des Schmiedeprozesses. Eine schlecht konstruierte Matrize führt zu Defekten, verbraucht übermäßig viel Material und nutzt sich schnell ab. Die folgenden Parameter bilden die Grundlage für die Gestaltung jedes Gesenkschmiedewerkzeugs.
Flash Land und Flash Gap
Grat ist die dünne Stahlrippe, die an der Trennfuge zwischen den Formhälften austritt. Der Grat ist kein reiner Abfall, sondern erzeugt einen Gegendruck, der das Material in dünne Rippen und komplexe Hohlräume drückt. Die Gratlücke (Dicke des Geländes) beträgt typischerweise 1–3 % der projizierten Höhe des Teils . Eine zu große Lücke verschwendet Material; Ein zu enger Spalt erhöht die Werkzeuglasten auf gefährliche Werte. Das Gewicht eines typischen Schmiedeteils im Automobilbereich ist dafür verantwortlich 15–20 % des Scheitgewichts , das abgeschnitten und recycelt wird.
Entwurfswinkel
Alle vertikalen Wände in einem Schmiedeteil müssen konisch sein – also in einem Winkel zur Bewegungsrichtung des Gesenks geneigt sein –, damit sich das Teil vom Gesenk löst, ohne zu reißen. Standardentformungswinkel für das Schmieden von Stahl sind 5–7° auf Außenflächen und 7–10° auf Innenflächen . Bereiche mit steilem Tiefgang verriegeln das Teil gegen Herausschleudern; Unzureichender Luftzug führt zum Abrieb der Matrize und zum Einreißen der Oberfläche. Werkzeugkonstruktionssoftware wie Deform, Simufact oder QForm ermöglicht es Ingenieuren jetzt, den Metallfluss zu simulieren und Unterfüllung, Überlappungen und Werkzeugverschleiß vorherzusagen, bevor sie ein einzelnes Stück Werkzeugstahl schneiden.
Verrundungs- und Eckradien
Scharfe Innenecken in einem Gesenkhohlraum erzeugen Spannungskonzentrationen im Gesenkmaterial und erzeugen Falten (Überlappungen) im Schmiedestück. Ein minimaler Verrundungsradius von 3–6 mm ist Standard für Stahlschmiedestücke; in stark beanspruchten Bereichen wie Steg-Rippen-Verbindungen an Flanschen, Radien von 8–12 mm sind üblich. Konstrukteure drängen manchmal auf enge Radien, um den Bearbeitungsaufwand zu reduzieren, aber zu kleine Verrundungen führen immer wieder zu vorzeitigem Werkzeugausfall – die Lebensdauer des Werkzeugs sinkt 10.000 Stück bis unter 3.000 Stück wenn die Eckradien unter den empfohlenen Mindestwert halbiert werden.
Position der Trennlinie
Die Trennlinie – dort, wo sich die beiden Matrizenhälften treffen – muss so angeordnet sein, dass das Teil entfernt werden kann, das Risiko einer Matrizenfehlanpassung minimiert wird und der Grat an einer Stelle platziert wird, an der das Beschneiden problemlos möglich ist. Bei symmetrischen Teilen ist eine gerade Trennlinie durch den größten Querschnitt Standard. Asymmetrische Teile oder Teile mit Hinterschneidungen erfordern möglicherweise eine abgestufte oder zusammengesetzte Trennlinie, was die Komplexität und Kosten des Werkzeugs erhöht.
Schmiedeausrüstung: Hämmer vs. Pressen vs. Stauchmaschinen
Die Wahl der Schmiedeausrüstung bestimmt, welche Geometrien erreichbar sind, wie schnell die Produktion abläuft und welche Kapitalinvestitionen erforderlich sind. Die drei Hauptkategorien – Hämmer, Pressen und Stauchgeräte – weisen jeweils unterschiedliche Betriebseigenschaften auf.
Fallhämmer (Schwerkraft- und kraftunterstützt)
Ein Hammer schmiedet Stahl durch Schlag – der Stößel fällt und bremst schnell gegen das Werkstück ab, wobei er Energie in Form eines impulsiven Schlags abgibt. Schwerkrafthämmer werden nach dem Gewicht des Stößels bewertet (z. B. 1 Tonne bis 25 Tonnen ); Kraftunterstützte Hämmer (Dampf, pneumatisch oder hydraulischer Gegenschlag) erweitern den Energiebereich erheblich. Die Schlagfrequenz und -geschwindigkeit sind hoch, was die dynamische Rekristallisation in Stählen fördert und feinkörnige Schmiedestücke erzeugt. Hämmer zeichnen sich durch komplexe Formen mit tiefen Rippen aus, erzeugen jedoch erhebliche Vibrationen und Lärm. Ihre Streichelraten von 60–120 Schläge pro Minute Ermöglichen Sie schnelle Mehrfach-Schlagsequenzen bei einer einzigen Hitze.
Mechanische und hydraulische Schmiedepressen
Beim Pressen wird die Kraft kontrolliert und langsamer ausgeübt – durch Drücken statt Stoß. Mechanische Kurbelpressen reichen von 500 Tonnen bis 12.000 Tonnen und arbeiten mit festen Hubpositionen, wodurch sie eine hohe Wiederholgenauigkeit haben und für automatisierte Transferlinien geeignet sind. Hydraulische Pressen können reichen 50.000 Tonnen oder mehr B. für große Strukturschmiedeteile in der Luft- und Raumfahrt, und ermöglichen die Variation von Stößelgeschwindigkeit und -hub – nützlich zum Schmieden temperaturempfindlicher Legierungen oder für die mehrstufige Umformung in einem einzigen Gesenksatz.
Pressschmiedestücke weisen typischerweise eine bessere Maßhaltigkeit auf als Hammerschmiedestücke, da die Stößelposition im unteren Totpunkt fest ist. Die langsamere Verformungsgeschwindigkeit ermöglicht auch die Wärmeableitung von der Oberfläche, was je nach Legierung entweder ein Vorteil (feinere Oberflächenkörnung) oder ein Nachteil (reduzierte Warmduktilität in der Haut) sein kann.
Stauchschmiedemaschinen (Stauchmaschinen)
Ein Staucher greift ein Stangenende und übt eine horizontale Kraft aus, um es zu stauchen und auszudehnen – der Stauchvorgang vergrößert den Querschnitt und verringert gleichzeitig die Länge. So entstehen Schraubenköpfe, Flanschanschlüsse und Ventilschäfte. Es gelten Upsetter 400–4.000 Tonnen von Spann- und Schmiedekraft in der horizontalen Ebene und arbeiten mit hohen Produktionsraten bei minimalem Bedienereingriff. Die Materialausnutzung ist hervorragend, da nur wenig oder kein Grat entsteht.
Wärmebehandlung nach dem Schmieden: Normalisieren, Abschrecken und Anlassen
Die Eigenschaften eines Schmiedestücks aus Stahl werden nur teilweise durch den Schmiedevorgang selbst bestimmt. Die Wärmebehandlung nach dem Schmieden kontrolliert die endgültige Mikrostruktur und die mechanischen Eigenschaften und macht oft den Unterschied zwischen einem Teil, das den Spezifikationen entspricht, und einem Teil, das im Betrieb versagt.
Normalisieren
Durch Normalisieren wird das Schmiedestück erwärmt 50–60°C über der oberen kritischen Temperatur (Ac3) – typischerweise 870–950 °C für Stähle mit mittlerem Kohlenstoffgehalt – und kühlt ihn dann an ruhender Luft ab. Dies verfeinert und homogenisiert die durch ungleichmäßige Verformung gestörte Kornstruktur, baut innere Spannungen ab und erzeugt eine konsistente Grundmikrostruktur für die anschließende Bearbeitung oder Wärmebehandlung. Normalisierter 1045-Stahl erreicht typischerweise eine Zugfestigkeit von 580–640 MPa — für viele strukturelle Anwendungen ohne weitere Behandlung ausreichend.
Glühen
Das vollständige Glühen umfasst das Austenitisieren (Erhitzen über Ac3), gefolgt von einer sehr langsamen Ofenabkühlung – oft mit kontrollierten Geschwindigkeiten 10–25°C pro Stunde . Das Ergebnis ist der weichste und am besten bearbeitbare Zustand des Stahls. Schmiedeteile aus Kohlenstoffstahl und Werkzeugstahl werden in der Regel vor der Endbearbeitung geglüht, dann erneut gehärtet und auf die endgültige Härte angelassen. Prozessglühen (unterkritisches Glühen), das knapp unter Ac1 durchgeführt wird, erweicht kaltverformte Schmiedestücke ohne vollständige Umwandlung.
Abschrecken und Tempern (Q&T)
Dies ist die anspruchsvollste und am häufigsten spezifizierte Wärmebehandlung für hochfeste Schmiedestahlbauteile. Das Schmiedestück ist austenitisiert (typischerweise). 840–870°C für 4140), dann schnell in Öl, Wasser oder einer Polymerlösung abgeschreckt, um den Austenit in Martensit umzuwandeln – eine harte, spröde Phase. Anschließend wird das abgeschreckte Teil durch erneutes Erhitzen angelassen 200–650°C ; Je höher die Anlasstemperatur, desto mehr Duktilität wird auf Kosten von Härte und Zugfestigkeit wiederhergestellt.
Ein 4140-Schmiedestück, das in Öl abgeschreckt und bei 315 °C angelassen wurde, erreicht ungefähr 1.550 MPa Zugfestigkeit / 1.380 MPa Streckgrenze / 11 % Dehnung . Bei 595°C getempert ergibt das gleiche Material ca 980 MPa Zugfestigkeit / 830 MPa Streckgrenze / 20 % Dehnung . Der Kompromiss zwischen Festigkeit und Duktilität muss auf die Ermüdungs-, Stoß- und statischen Belastungsanforderungen der Anwendung abgestimmt sein.
Kontrollierte Kühlung (geschmiedete und gekühlte mikrolegierte Stähle)
Mikrolegierte Stähle, die Vanadium, Niob oder Titan enthalten (V-Nb-Ti-Sorten), können mechanische Eigenschaften erreichen, die mit Q&T-Stählen vergleichbar sind, indem die Abkühlgeschwindigkeit direkt nach dem Schmieden gesteuert wird – wodurch der separate Abschreck- und Anlassofenzyklus entfällt. Diese „direkte Kühlung“ oder „kontrollierte thermomechanische Bearbeitung“ reduziert den Energieverbrauch und die Zykluszeit um 30–40 % im Vergleich zu herkömmlichem Q&T und ist heute Standard für Automobil-Pleuelstangen und Achsschenkel in der Großserienproduktion.
Häufige Fehler beim Schmieden von Stahl und wie sie auftreten
Schmiedefehler lassen sich in zwei große Kategorien einteilen: solche, die auf das eingehende Material zurückzuführen sind, und solche, die während des Schmiedeprozesses selbst entstehen. Die einzige zuverlässige Möglichkeit, ein erneutes Auftreten zu verhindern, ist die Kenntnis der Grundursache jedes Fehlertyps.
Runden und Cold Shuts
Eine Überlappung entsteht, wenn gefaltetes Metall ohne Schweißen gegen die Formoberfläche gedrückt wird – die Oberflächen berühren sich, verbinden sich aber nicht, weil sie oxidiert sind. Bei der Inspektion erscheint eine Überlappung als enger linearer Riss, oft bei 45° zur Oberfläche . „Cold Shuts“ sind ähnlich, entstehen jedoch dadurch, dass sich zwei Metallströme bei nicht ausreichender Temperatur zum Verschmelzen treffen. Beide Mängel führen dazu, dass ein Schmiedeteil nicht konform ist und es in der Regel verschrottet wird, es sei denn, sie sind so flach, dass sie innerhalb der Bearbeitungszugabe entfernt werden können. Grundursachen: falsche Form des Vorformlings, unzureichende Schmiedetemperatur, übermäßige Grateinschränkung, die den Materialfluss verhindert.
Underfill und Die Missrun
Eine Unterfüllung tritt auf, wenn der Formhohlraum nicht vollständig gefüllt ist – typischerweise in dünnen Rippen, tiefen Taschen oder scharfen Ecken. Die Ursache hierfür ist ein unzureichendes Rohlingsvolumen, ein außermittig positionierter Rohling, unzureichende Schmiedeenergie oder ein kalter Rohling, dessen Temperatur vor dem Endhub verloren gegangen ist. Unterfüllungen in kritischen Querschnitten verkleinern die Tragfläche und müssen verworfen werden.
Interne Hohlräume und Rohre
Schrumpfporosität und Rohr (der zentrale Hohlraum in einem Barren im Gusszustand) müssen während der Vorschmiedeschritte beseitigt werden. Wenn das Schmiedereduktionsverhältnis unzureichend ist – typischerweise mindestens 4:1 Flächenverkleinerung ist für Schmiedeteile in Luft- und Raumfahrtqualität spezifiziert – verbleibende Porosität oder Rohre können im fertigen Teil bestehen bleiben. Ultraschallprüfung (UT) bei 5 MHz ist die Standardmethode zur Erkennung innerer Hohlräume in fertigen Schmiedestücken.
Anomalien des Getreideflusses
Der beim Schmieden entstehende gerichtete Kornfluss (Faserstruktur) ist einer der Hauptvorteile gegenüber gegossenen oder bearbeiteten Teilen. Wenn der Schmiedeprozess schlecht konzipiert ist, kann der Kornfluss durch maschinelle Bearbeitung unterbrochen, durch unsachgemäßen Materialfluss gestört oder senkrecht zur primären Lastrichtung ausgerichtet werden. Dadurch wird die Ermüdungslebensdauer deutlich reduziert – die Ermüdungsfestigkeit quer zur Faserrichtung kann verringert werden 30–50 % niedriger als in Längsrichtung. Makroätztests an Schmiedestücken mit Querschnitt zeigen das Kornflussmuster und sind häufig bei Erstmusterprüfstücken erforderlich.
Überhitzung und Brennen
Überhitzung (über der empfohlenen Schmiedetemperatur, aber unter dem Schmelzpunkt) führt zu einem übermäßigen Kornwachstum, das die Zähigkeit und Ermüdungseigenschaften verringert. Das Teil kann möglicherweise mit einer normalisierenden Behandlung gerettet werden, wenn keine Verbrennungen aufgetreten sind. Das Brennen – das teilweise Aufschmelzen von Korngrenzenfilmen aus Phasen mit niedrigem Schmelzpunkt (Sulfide, Phosphide) – ist irreversibel. Ein verbranntes Schmiedestück muss unabhängig von seinem dimensionalen Aussehen verschrottet werden. Aus diesem Grund sind in zertifizierten Schmiedebetrieben die Pyrometerkontrolle und die Ofenkalibrierung Pflicht.
Inspektions- und Qualitätsstandards für geschmiedete Stahlteile
Schmiedestücke aus Stahl, die für kritische Anwendungen bestimmt sind, unterliegen einem umfassenden Prüfsystem, das Maß-, Oberflächen- und Innenqualität umfasst. Die anwendbaren Standards variieren je nach Branche, weisen jedoch gemeinsame Methoden auf.
- Maßprüfung : CMM (Koordinatenmessgerät) oder manuelle Messung anhand der Schmiedezeichnung. Die Erstmusterprüfung (FAI) misst typischerweise 100 % der kritischen Abmessungen ; Produktionsprüfmuster gemäß einem AQL-Plan (z. B. AQL 1.0 für kritische Merkmale).
- Magnetpulverprüfung (MPI) : Erkennt oberflächliche und oberflächennahe Risse in ferromagnetischen Stählen. Standard für Schmiedeteile in den Bereichen Automobil, Öl und Gas sowie Luft- und Raumfahrt gemäß ASTM E1444 / EN ISO 9934.
- Flüssigkeitseindringprüfung (LPT) : Wird für nichtmagnetische Stähle (austenitischer Edelstahl) oder dort verwendet, wo MPI unpraktisch ist. Erkennt nur oberflächenbrechende Defekte.
- Ultraschallprüfung (UT) : Erkennt innere Hohlräume, Einschlüsse und Risse in der Tiefe. Normalerweise müssen Schmiedeteile für die Luft- und Raumfahrt diese Anforderungen erfüllen AMS 2630 (Klasse A oder B) Anforderungen an die Ultraschallreinheit.
- Mechanische Prüfung : Zug-, Härte-, Charpy-Schlag- und Ermüdungsproben werden aus integralen Testverlängerungen oder separat geschmiedeten Teststücken geschnitten. Die Ergebnisse müssen den Mindestwerten gemäß der geltenden Materialspezifikation entsprechen (z. B. AMS 6349 für Schmiedestücke aus 4340-Stahl).
- Makroätz- und Mikrostrukturuntersuchung : Querschnitte werden geätzt, um den Kornfluss sichtbar zu machen, und metallografisch auf Korngröße (gemäß ASTM E112), Entkohlungstiefe und das Fehlen von Überlappungen, Nähten oder Einschlüssen überprüft.
Für Anwendungen in der Luft- und Raumfahrtindustrie müssen Schmiedeteile außerdem durch eine Chargendokumentation auf eine bestimmte Barrenschmelze zurückverfolgbar sein – die gesamte Kette von der rohen Stahlschmelze bis zum fertigen Teil wird oft dokumentiert und für die gesamte Lebensdauer der Flugzeugzelle aufbewahrt 30 Jahre .
Vergleich von geschmiedetem Stahl mit gegossenem und bearbeitetem Stahl
Eine Frage, die sich bei fast jeder Entwurfsüberprüfung stellt: Warum sollten die Werkzeugkosten und die Prozesskomplexität des Schmiedens in Kauf genommen werden, wenn durch Gießen oder Bearbeiten aus Stangenmaterial die gleiche äußere Form erzeugt werden kann? Die Antwort liegt in der inneren Mikrostruktur und der Leistung unter zyklischer und stoßartiger Belastung.
| Eigentum | Geschmiedeter Stahl | Gussstahl | Aus Stangenmaterial gefertigt |
|---|---|---|---|
| Kornstruktur | Raffinierter, gerichteter Faserfluss | Grobe, zufällige Dendriten | Gewalztes Stangenkorn – durch maschinelle Bearbeitung geschnitten |
| Porosität | Im Wesentlichen keine | Mögliche Schrumpfhohlräume | Keine (in Schmiedeeisen) |
| Dauerfestigkeit | Hoch (100 %) | 60–80 % gefälscht | 70–90 % geschmiedet (Kornschnitt) |
| Schlagzähigkeit | Ausgezeichnet | Geringer (Gusstrennung) | Gut (abhängig von der Ausrichtung) |
| Werkzeugkosten | Hoch (5.000–200.000 US-Dollar) | Mäßig (2.000–50.000 $) | Niedrig (kein Werkzeug) |
| Materialverwertung | Gut (near-net-shape) | Gut (near-net-shape) | Schlecht (erheblicher Spanabfall) |
| Bestens geeignet für | Teile mit hoher Beanspruchung und hoher Zyklenzahl | Komplexe Geometrie, geringe bis mittlere Belastung | Geringes Volumen, komplexe Form |
Der Ermüdungsvorteil von geschmiedetem Stahl ist das kommerziell wichtigste Unterscheidungsmerkmal. In Anwendungen wie Automobil-Pleuelstangen, wo 10⁸ Ladezyklen Während der Bauteillebensdauer Routine ist, ist der gerichtete Kornfluss eines Schmiedestücks kein theoretischer Vorteil – es handelt sich um einen gemessenen, dokumentierten Leistungsspielraum, den Gussteile bei gleichem Gewicht und gleicher Querschnittsgröße nicht erreichen können.
Schlüsselindustrien, die auf das Schmieden von Stahl angewiesen sind
Das Schmieden von Stahl ist nicht auf einen einzigen Sektor beschränkt. Die Kombination aus hoher Festigkeit, zuverlässiger innerer Stabilität und Designflexibilität macht geschmiedete Stahlkomponenten zur ersten Wahl, wenn ein Komponentenversagen schwerwiegende sicherheitstechnische oder wirtschaftliche Folgen hätte.
- Automobil : Kurbelwellen, Pleuel, Nockenwellen, Achsschenkel, Querlenker, Gleichlaufgelenkgehäuse, Radnaben. Der weltweite Automobilstahlschmiedemarkt wurde mit über 20 Milliarden Dollar in den letzten Jahren mit einem einzigen mittelgroßen Personenkraftwagen ausgestattet 40–60 kg aus geschmiedeten Stahlbauteilen.
- Öl und Gas : Flansche, Ventile, T-Stücke, Bohrlochkopfkomponenten, Bohrmanschetten und Christbaumbeschläge. Schmiedeteile für den Einsatz in sauren Umgebungen (H₂S-Umgebungen) müssen die Härtegrenzen nach NACE MR0175 / ISO 15156 erfüllen, um Spannungsrisse durch Sulfid zu verhindern.
- Luft- und Raumfahrt : Flügelbefestigungsbeschläge, Fahrwerkskomponenten, Schotte und Motorhalterungen. Das Buy-to-Fly-Verhältnis von Schmiedeteilen für die Luft- und Raumfahrtindustrie – das Gewicht des Rohbarrens dividiert durch das Gewicht des fertigen Teils – hat zu Investitionen in endkonturnahes Schmieden geführt, um den Abfall aus Titan- und Nickellegierungen zu reduzieren, aber Stahlschmiedeteile bleiben für Strukturelemente von Flugzeugzellen von entscheidender Bedeutung.
- Stromerzeugung : Turbinenrotoren, Generatorwellen, Druckbehälterköpfe und Kesselarmaturen. Freiformgeschmiedete Rotoren für große Turbinen können ein Gewicht haben 200 Tonnen und die Fertigstellung erfordert Monate des fortschreitenden Schmiedens und der Wärmebehandlung.
- Bau- und Bergbauausrüstung : Getrieberohlinge, Kettenräder, Achsgehäuse, Schaufelbolzen und Kettenglieder. Verschleißfestigkeit und Schlagzähigkeit haben bei diesen Anwendungen Vorrang vor Maßgenauigkeit.
- Verteidigung : Geschützrohre, Projektilkörper, Panzerplattenverbindungen und Komponenten des Fahrzeugantriebsstrangs. Mil-spec-Schmiedeteile erfordern eine zertifizierte Materialrückverfolgbarkeit und Zeugenprüfungen durch staatliche Inspektoren.
Praktische Überlegungen bei der Beschaffung von Stahlschmiedeteilen
Wenn Sie als Einkäufer oder Konstrukteur geschmiedete Stahlteile beschaffen und nicht selbst eine Schmiede betreiben, bestimmen die folgenden Faktoren, ob ein Lieferant Ihre Anforderungen zuverlässig erfüllen kann.
Presskapazität und Schmiedegewichtsfähigkeit
Jede Schmiedewerkstatt hat eine maximale Presstonnage oder Hammerenergie, die eine Obergrenze für die Teilegrößen und Materialflussbelastungen festlegt, die sie bewältigen kann. Vergleichen Sie die größte Pressengröße des Lieferanten mit der prognostizierten Schmiedelast für Ihr Teil – Simulationssoftware (Deform, QForm) kann die erforderliche Tonnage darin abschätzen ±15 % Genauigkeit. Unten ist eine Schmiede in Betrieb 60 % seiner Nennkapazität Bei Ihrer Arbeit hat ein besserer Gesenkschutz und mehr Energiereserven als einer, der am Limit läuft.
Wärmebehandlungs- und Testkapazitäten im eigenen Haus vs. ausgelagert
Viele kleinere Schmieden lagern Wärmebehandlung und zerstörungsfreie Prüfungen aus. Dies ist nicht automatisch ein Problem, aber es verlängert die Vorlaufzeit und erhöht die Qualität der Kette. Stellen Sie bei kritischen Anwendungen sicher, dass der Wärmebehandlungs-Subunternehmer NADCAP-akkreditiert ist (in der Luft- und Raumfahrt) oder über eine gleichwertige Qualifikation verfügt und dass die NDE von zertifizierten Technikern der Stufe II oder III gemäß ASNT SNT-TC-1A oder EN ISO 9712 durchgeführt wird.
Realitäten der Durchlaufzeit
Die Entwicklung und Herstellung neuer Matrizen dauert in der Regel 6–16 Wochen Abhängig von der Komplexität des Gesenks, der Kapazität des Gesenkraums in der Schmiede und davon, ob ein simulationsbasiertes Tryout verwendet wird. Hinzu kommt die Erstmusterfertigung und -prüfung 4–8 Wochen für zertifizierte Schmiedeteile. Budget weniger als Insgesamt 20 Wochen Von der Zeichnungsfreigabe bis zu den ersten konformen Teilen ist man optimistisch für ein neues Programm zum Gesenkschmieden von Stahl. Nachbestellungen bestehender Werkzeuge sind in nur wenigen Tagen lieferbar 4–8 Wochen abhängig von der Ofenplanung und den Warteschlangen für die Nachbearbeitung.
Mindestbestellmengen und Werkzeugamortisation
Geschlossene Werkzeuge für typische Komponentenkosten der Automobilklasse 20.000–80.000 US-Dollar . Bei geringen Stückzahlen dominieren diese Kosten den Stückpreis. Eine gängige Breakeven-Analyse: Wenn die Werkzeuge 40.000 US-Dollar kosten und die Auflage 500 Stück beträgt, fallen für die Werkzeuge 80 US-Dollar pro Stück an – oft akzeptabel. Bei 5.000 Stück kommen 8 $ pro Stück hinzu. Bei 50.000 Stück pro Jahr (wie in der Automobilserienproduktion) sind die Werkzeugkosten im Vergleich zu den Bearbeitungskosten pro Stück praktisch irrelevant. Besprechen Sie den Werkzeugbesitz und die Lebensgarantie (normalerweise 50.000–200.000 Stück für H13-Gesenke beim Stahlschmieden), bevor Sie sich auf einen langfristigen Liefervertrag festlegen.